FDM 打印小贴士:如何避免打印过程中的过度挤出问题?
时间:2023-07-17 10:31 来源:南极熊 作者:admin 点击:次
导读:增材制造能够创建复杂而精密的结构,为用户提供无与伦比的设计自由度。根据最新的2023 年 Hubs 报告,FDM 打印技术(也称为熔融沉积建模)因其易用性和用户友好性而成为最受欢迎的 3D 打印工艺。
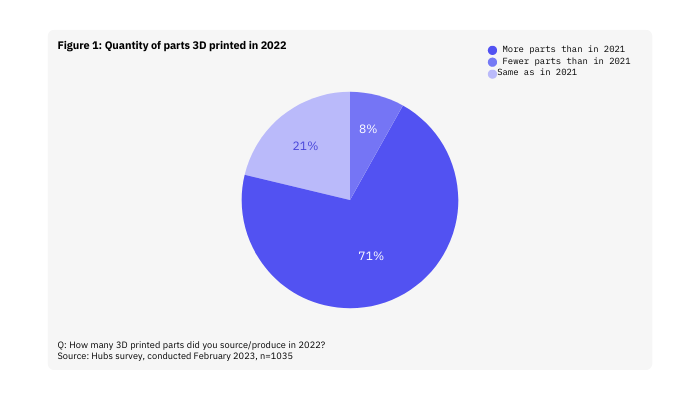
△Hubs 报告中71% 的参与者表示,他们在 2022 年 3D 打印的零件比上一年更多
然而,与任何打印方法一样,在熔合分层过程中都可能会出现错误,导致打印件不美观或无法使用,例如出现起瘤、拉丝、翘曲等问题。本期文章主要聚焦于如何解决 FDM 打印过程中可能出现的另一个常见问题:过度挤出。当 3D
打印机的挤出机沉积过多的材料时,就会发生过度挤出,通常会导致打印部件边缘凸出和膨胀。此外,各个层的厚度可能不一致,导致表面不平整且不美观。随着时间的推移,过多的材料流量甚至会导致喷嘴堵塞。在以下内容中,我们将一一列举过度挤出的可能原因,并提供对应的潜在解决方案,以避免在将来的打印中出现此错误。
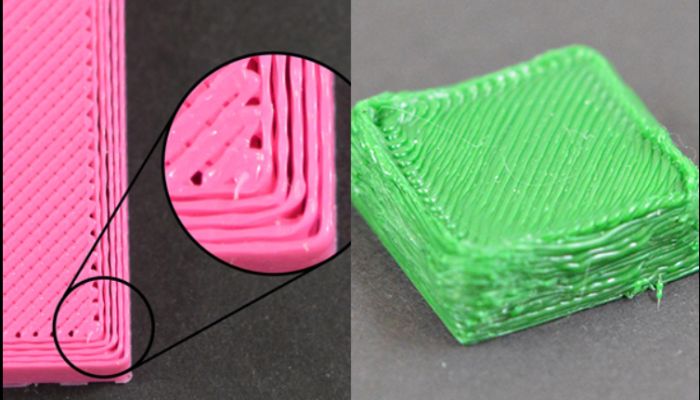
△过度挤压表现为部件边缘过度膨胀以及缺乏精度和细节(照片来源:Creality)
在大多数情况下,过度挤出可归因于打印温度过高。当3D打印机上的温度设置太高时,细丝熔化太快,挤出机失去对流速的控制。因此,较高的温度设置会产生更具流动性的挤出材料。在这种情况下,冷却风扇无法快速冷却灯丝,导致材料流过喷嘴不受控制且过多。过度挤出的另一个影响因素是所用细丝的直径。如果细丝的直径小于喷嘴,它可能会过快地通过,导致过度挤出。同样,切片机软件中不正确的细丝直径设置也会导致不正确的流速和过度挤出。
流量代表每秒挤出的耗材量,根据打印速度、喷嘴尺寸和层高等因素确定。当流量设置得太高时,过多的细丝被推过喷嘴,导致过度挤出。现在您已经了解了此类 3D 打印错误的可能原因,接下来让我们探讨一下修复该错误并防止其再次发生的可用选项。
降低打印温度以防止过度挤出
为了解决过度挤出的问题,建议首先检查打印温度,并在必要时降低温度。需要注意的是,最佳打印温度可能因使用的丝材类型而异。例如,当使用PLA打印时,温度范围通常应在190°C至220°C之间,而ABS可在230°C至260°C范围内打印,PETG通常需要210°C至250°C的温度。建议逐渐以每次5°C的增量降低打印温度,确保不要过度降低温度,因为这可能导致欠挤出,导致材料流量不足。
校准细丝直径
另一种方法是根据丝材的精确直径校准流量。市场上大多数丝材都有标准尺寸,如1.75毫米、2.85毫米或3毫米。确保在打印设置中准确设置了丝材尺寸非常重要。虽然通常指定制造商的规格就足够了,但如果问题仍然存在,手动验证丝材直径可能会有所帮助,因为规格可能存在微小偏差。使用数字卡尺,您可以在五个不同的点上测量直径并计算平均值。然后,应将此测量值输入到切片软件中的丝材设置(或机器参数)中。您测量的直径可能与制造商规格略有不同。例如,标记为2.85毫米的丝材可能具有2.84毫米的直径,这可能会影响流量。

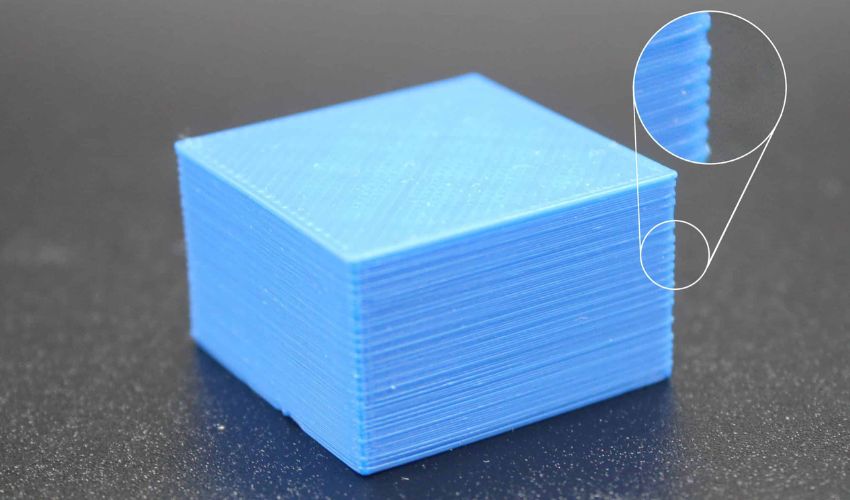
△过度挤压示例。照片来源:Ultimaker 社区
挤出倍数(流量)的调整
挤出倍数设置控制打印过程中线材的流速。通常,挤出倍数的默认值设置为 100%。但是,为了解决过度挤出的问题,可以以 2.5% 到 5% 的增量逐渐减小该值。通过测试打印来测试和评估每次调整的影响非常重要。
或者,有一种更精确的方法来确定适当的挤出倍数调整量。首先沿着丝材距离挤出机顶部120mm
进行测量和标记。然后,指示3D 打印机挤出 100毫米的细丝。挤出后,测量从挤出机顶部到标记线的剩余长丝。例如,如果发现挤出了 104
毫米的细丝,则可以将流量降低 4%。
值得注意的是,对于不同的材料,推荐的挤出倍数可能会有所不同。例如,主流切片机软件Simplify3D 建议对 PLA 使用 0.9 (90%)的挤出倍数,而对于 ABS,建议保持接近 1.0 (100%)的值。
喷嘴护理
始终保持喷嘴清洁且完好无损至关重要。定期检查喷嘴是否有磨损迹象,特别是在使用磨料(例如含有木材、金属或碳纤维颗粒的细丝)时。随着时间的推移,喷嘴可能会磨损,导致其直径增大。如果发现这种磨损,请务必更换喷嘴以确保最佳的打印效果。
△磨损喷嘴(右)和新喷嘴(左)的喷嘴直径比较。(照片来源:Stack Exchange)
通过实施一些关键策略,我们可以有效地抵消打印过程中可能遇到的过度挤出问题。这些策略包括降低打印温度、准确校准细丝直径、调整挤出倍数以及正确维护模具。以上这些措施可以确保更好的打印效果并最大限度地减少过度挤出的发生。 (责任编辑:admin) |