无支撑3D打印能否实现?
时间:2022-12-10 19:51 来源:未知 作者:admin 点击:次
导读:增材制造 (AM) 中的无支撑结构是指在3D打印中不使用支撑结构进行部件制造的生产方式。支撑结构在3D打印过程中常常需要,比如在悬臂结构、精细结构等处添加支撑,以加强部件结构的强度,保证打印的顺利进行。支撑的大小和结构通常取决于打印零件的大小和形状。这些支撑被技术人员巧妙地”放置“,以防止因热应力而变形,并保护成型部件免受重涂刮刀的损坏。支撑还可以在构建过程中为零件提供额外的刚度,将其连接到构建板上以保持其稳定。但是支撑结构在后续去除过程中会较为复杂和耗时,而且会降低打印零件的精度。研究人员已经提出了无支撑打印的概念,本质上是在3D打印过程中,取消支撑结构,允许部件完全独立地构,提高打印精度。那么无支撑打印真的能实现吗?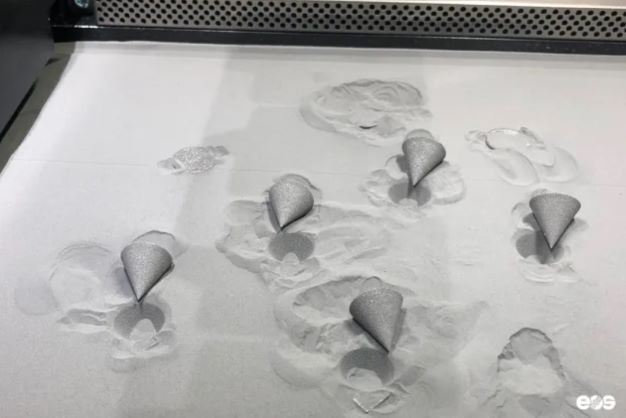 支撑3D打印的优点和缺点 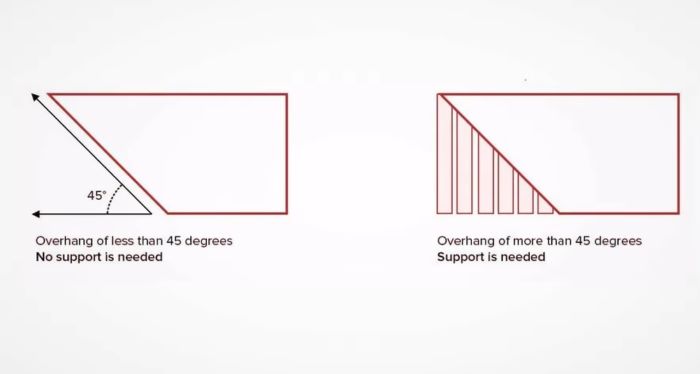 支撑件本质上是在零件下方人为添加的小型凸起结构。在某些情况下,如果没有正确的支撑,零件将无法完全成型,最常见的原因是带有悬垂结构的零件和带有孔的零件。例如,当打印斜坡的底部时,如上图所示,随后的每一层都稍微超出前一层一部分。这就引发了一些问题:一些部件延伸到结构外部,重力将开始将其”拉下“。45°规则目前悬垂打印中公认的规则,该规则认为小于或等于 45° 的斜率可以打印,比45°大的斜率要加支撑。虽然使用支撑支持仍然是许多复杂应用程序的要求,但它们是以材料、打印时间和额外的后处理步骤为代价的。 ●缺点一:打印时间 每个支撑都需要随着构建的每一层逐步打印,就像零件本身是逐层创建的一样。这会导致更长的打印时间,从而降低效率并使用更多能源,以多种方式影响构建成本。 ●缺点二:材料消耗 由于支撑的构造方式与正在建造的其余部分相同,这意味着需要额外的材料来制造它们。支撑在后处理中从最终产品中移除并作为废料处理,这会影响时间和成本。 ●缺点三:后处理 大多数 3D 打印部件都会经过后处理阶段,根据完成部件的要求,该阶段可能包含多个步骤。与没有支撑的结构的零件相比,拥有更多支撑的建筑需要更长、更密集的后处理过程。这个耗时的过程不仅需要人工,而且还需要额外的成本。在某些情况下,有些支撑还不能去除,残留在零件内部。虽然这不会影响零件的正常工作,但它们会增加零件重量并影响零件的整体性能。 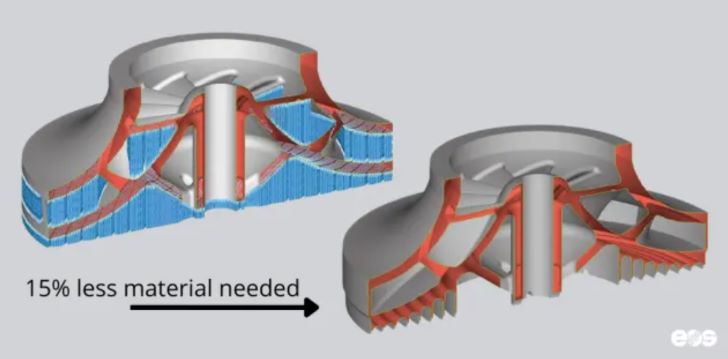 △带有蓝色传统支撑结构的叶轮和这种无支撑叶轮的先进设计可减少 15% 的材料。(图片由 EOS 提供。) 无支撑打印的优势 利用无支撑3D打印,AM工艺可以在经济、环境和生产时间方面得到改进。具体表现在以下几个方面: ●缩短生产时间: 如果打印机中的激光不需要不断地向支撑层提供能量,则构建时间会随着每个支撑层的移除而减少。公司可以显着减少生产时间。 ●节省后处理资源: 没有支撑意味着后处理过程可以完全不考虑去除步骤,从而对交货时间产生积极影响。后处理中花费的大量时间都集中在移除支撑上,包括之后表面处理。无支持的构建将消除如此密集的后处理调整,从而更快、更经济地完成零件。 ●减少材料使用和对环境的影响: 考虑到可持续性和负责任的制造,很明显,不使用支撑,甚至减少支撑的尺寸和数量将意味着更少的材料浪费。这也减少了能源消耗,降低了 3D 打印的经济和环境成本。 免支撑3D打印是否能实现? 现实情况是,100% 无支撑增材制造目前不可能适用于所有几何形状的零件,但这并不是说它不会在未来出现。南极熊获悉,EOS Additive Minds最近取得了一些成果,以接近无支持打印的最终目标。 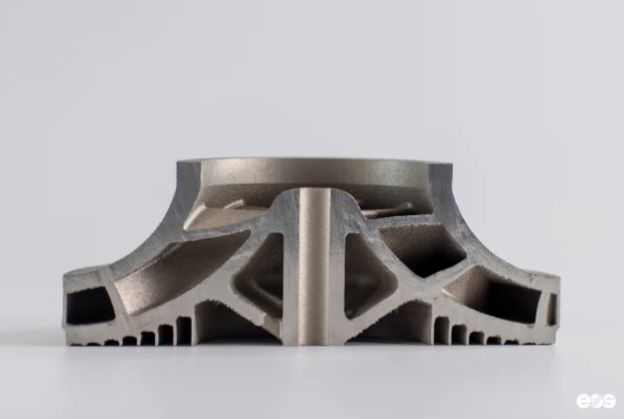 △叶轮在 EOS M 290 上使用优化工艺构建,没有内部支撑,成本降低了 35%。(图片由 EOS 提供。) 金属 AM 的限制可能是在没有支撑的情况下无法打印某个悬垂角度。没有支撑,由于打印过程中曝光引起的残余应力,悬垂部分有翘曲的风险,从而限制了金属增材制造系统的用户。由于行业领导者的创新思维,关键的45度角现在正在受到质疑和挑战。许多软件和参数包现已可用,使用户能够在不影响零件质量的情况下以更大的角度打印悬垂和桥接。 此次带护罩的叶轮的案例就是突破了悬垂角度的限制,实现了无支撑构造。这个特殊项目还完全消除了内部支撑,大大降低了后处理程序的复杂性,并将总体生产成本降低了35%。流程开发团队从此类创新项目中获取了研究成果,并将其应用到3D打印软件的标准流程中,这意味着任何用户都能轻松上手进行无支撑打印。 (责任编辑:admin) |