3D打印的G-Code基础知识(2)
时间:2021-11-24 13:31 来源:南极熊 作者:admin 点击:次
G28 - 归位
大多数3D打印机为轴使用简单步进电机,没有任何位置反馈。这意味着当你打开你的机器时,它不知道它的位置。这就是为什么我们在打印机上运行的每个G-CODE文件基本上一开始就包含G28。G28启动归位程序,机器移动到已知位置的终点,所有轴一个接一个地归位。通过添加X、Y或Z参数或它们的组合,我们可以告诉固件仅归位一个或两个轴。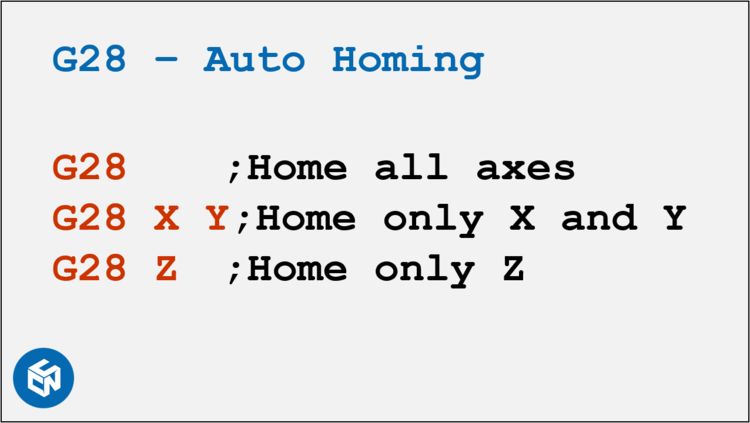
△轴归位的不同方法
G29 - 床面平整
越来越多的3D打印机开始配备床面调平探头,其中G29用于开始调平过程。G28和G29通常按连续顺序出现,因为在开始床身探测之前需要将轴归位。
G92 - 设置当前位置
与归位类似,使用命令G92可以让我们将当前位置设置为特定值。因此,无论打印头在何处,发送G92 X0 Y0 Z0都会告诉打印机当前位置是坐标系的新原点。在3D打印中,G-CODEG92在使用绝对挤压时最常见,并且挤压机轴被重置以获得更好的可读性。
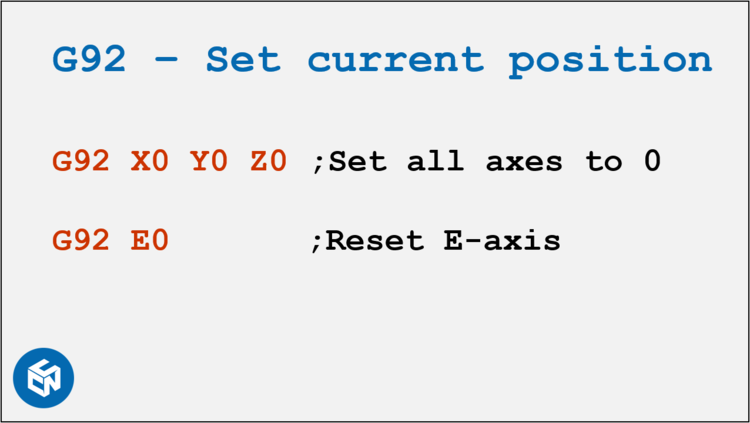
△G92示例
M104 & M109 + M140 & M190 - 温度
现在让我们看看温度,特别是喷嘴和床的温度。使用M104和M109加上参数S,即可设置喷嘴温度。但是这对命令有什么区别呢?M104只是简单地设置喷嘴温度,然后G-CODE的执行将照常继续。另一方面,M109设置温度,然后暂停G-CODE执行,直到达到温度。
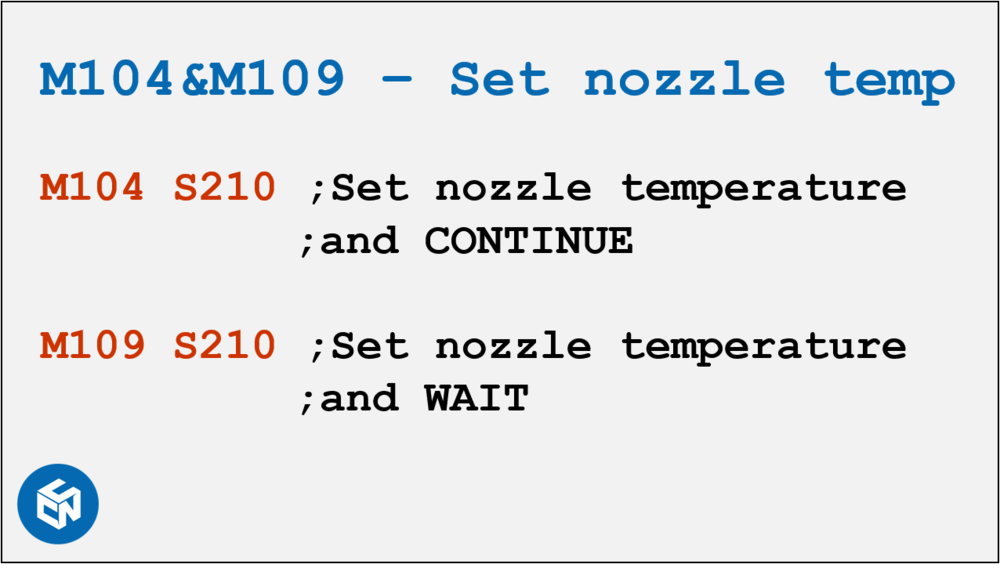
△设置喷嘴温度
这在设置床温时完全相同。M140将简单地设置预期温度,M190设置温度并暂停直到达到温度。
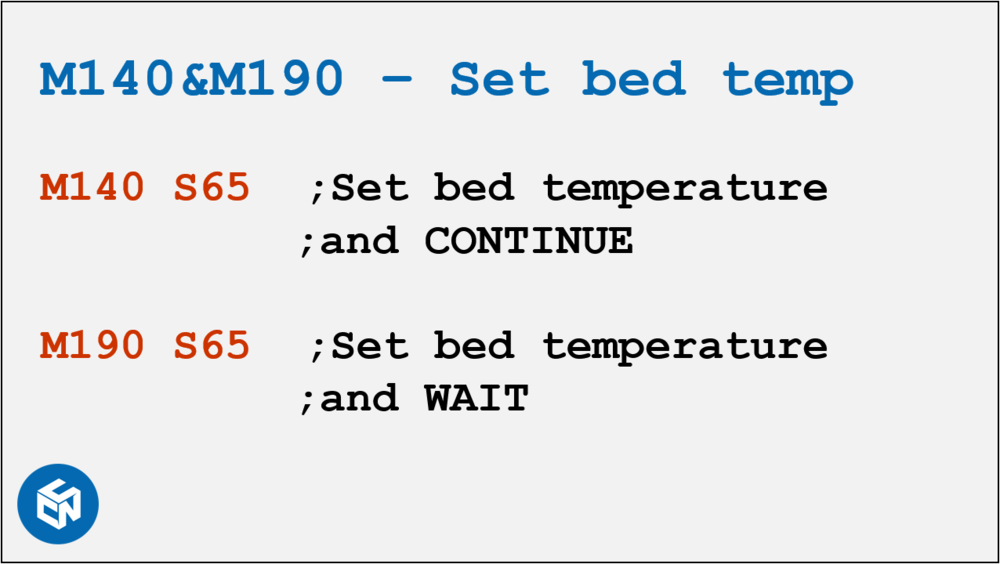
△设置热床温度
顺便说一下,这两对命令容易混淆,因为数字4和9只相差了一位。
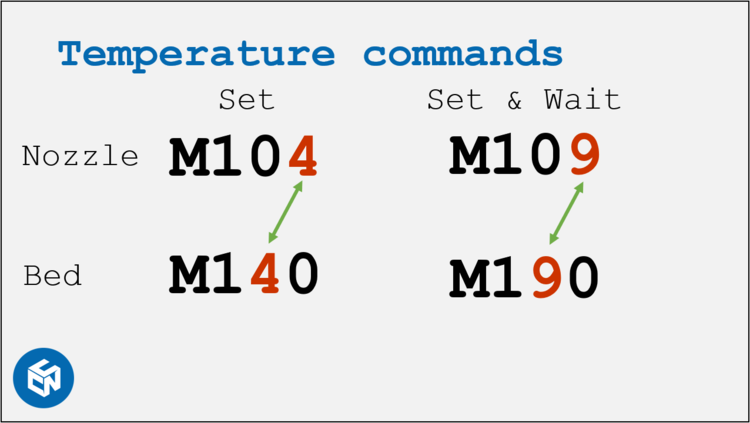
△相似的命令
基本上,您可以在任何脚本中找到它们。设置之后,打印机要等到达到适当的温度,然后才开始打印。如果您的打印机需要同时开始加热床和喷嘴,您会发现这些命令:M104、M140、M109、M190。
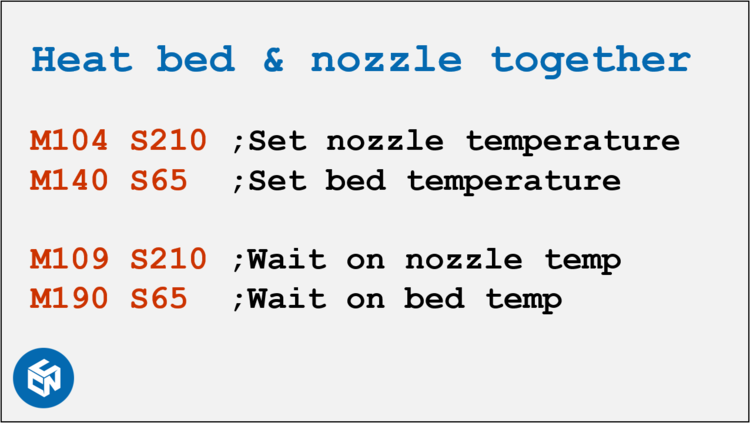
△同时加热喷嘴和床
有些机器先加热床,然后加热喷嘴,以避免材料渗出。在这种情况下,您通常会在脚本中找到这样的顺序:M140、M190、M104和M109。
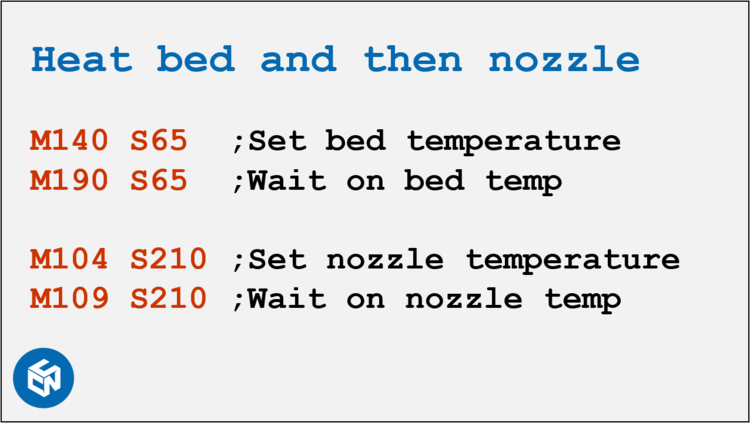
△先加热床,然后加热喷嘴
因此,如果您不想等待床和喷嘴一个接一个地加热,现在知道要在脚本中更改什么了吧!另外,有些人会在特定高度手动将M104命令添加到G-CODE中,自定义温度塔。这种情况下,不建议使用M109,因为新温度通常会在一层内达到,因此暂停打印会导致更多问题。
M106 - 设置风扇速度
另一个重要的命令是M106,用于控制冷却风扇。参数S的范围可以从0到255,可让您调整其速度。例如,全功率为255,半功率为128。如果要完全关闭,则使用M106 S0或专用命令M107。
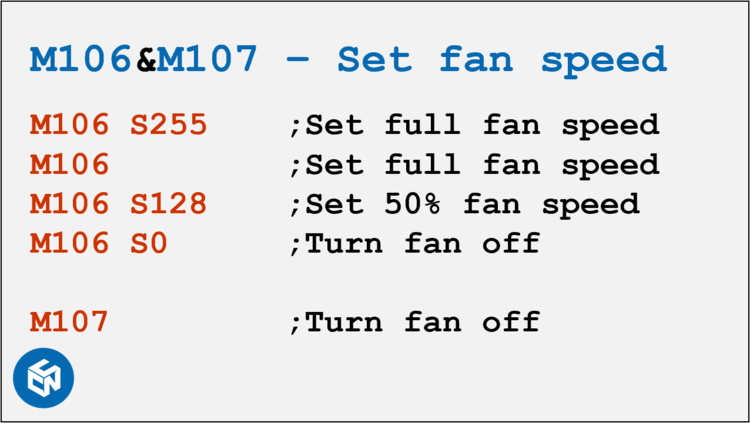
△风扇设置示例
M84 - 禁用步进器
最后一个命令是M84。使用打印机控制移动轴后,步进电机将保持通电状态,以避免丢失其位置。如果您想禁用电机以便手动移动轴,您可以对所有轴使用M84,或者使用带有X、Y、Z和E参数的M84来关闭单个轴。
△禁用步进电机
如果您记住这10个命令或命令对,就会理解切片机生成的大部分G-CODE并根据自己的喜好自定义打印例程。当然,3D打印机的执行过程还涉及了更多的命令,你还知道哪些命令和意义呢?欢迎在评论中告诉南极熊,您认为还有哪个命令最重要、最实用?
(责任编辑:admin) |