干货!带你全面了解3D打印喷嘴
时间:2021-08-27 08:57 来源:创想三维 作者:admin 点击:次

关于喷嘴 你知道多少?
我们都知道喷嘴是FDM(熔融沉积成型)3D打印设备中十分重要的零部件之一。它很大程度上决定着3D打印成品的质量。
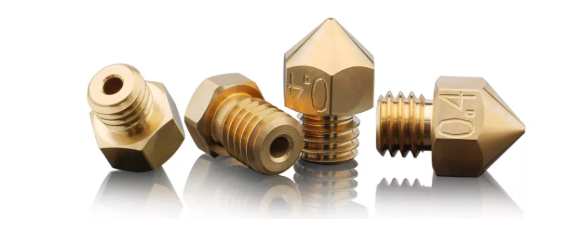
不管是哪一种喷嘴,它的基本结构多是类似的。与加热块螺纹连接的螺纹端,一般我们用的多是M6×1的螺纹,早一代也有内螺纹的喷嘴。
便于拆卸喷嘴的六角面:大六角、小六角。 喷嘴口:短厚喷嘴口、长尖喷嘴口。 短厚的喷嘴口在打印过程中会将丝料压平,会得到更光滑的外壁; 长尖喷嘴在打印过程中能够更加精细还原打印件的细节点,尤其在弧面顶端打印会更加明显。
为了满足不同的打印速度和打印精度要求,喷嘴的口径从0.1-2.0的都有。可供喷嘴选择的耗材直径有1.75mm和2.85mm。 追求速度就要放弃精度选择大喷嘴,追求精度就要放弃速度则选择小喷嘴。 喷嘴在加工过程中要注意内孔壁的粗糙度,一般从0.3-0.8根据加工设备精度和产品需求选择。 但是螺纹端面一定要保证水平精度,因为螺纹端面要和喉管端面密封构成,防止熔融耗材的溢出。
喷嘴的材质和处理工艺很大程度影响了喷嘴的性能和生命周期。 喷嘴参数性能介绍 导热系数,又称热传导率,常用于衡量材料直接传导热量的能力。导热系数越高,热量传导的速度越快,喷嘴加热的时间越短。 热膨胀系数是指物体由于温度改变而有胀缩现象。热膨胀系数越低,物体的形变越小,热膨胀系数越高,物体的形变越大。 莫氏硬度用于体现物体的硬度,莫氏硬度数值越大,其可以打印的材料硬度也就越大。 最高打印温度反映喷嘴能够承受的最高打印温度。
黄铜喷嘴 莫氏硬度 :3.0 最高打印温度:300℃ 导热系数:105w/m.k 热膨胀系数:18.0μm/m.℃
应用广泛,性价比高,适宜于PLA、ABS、TPU、PA、PP、PC、ASA、Nylon、PETG、PVA、HIPS等常规耗材的打印。
铜合金喷嘴 莫氏硬度 :6.0 最高打印温度:500℃ 导热系数:330w/m.k 热膨胀系数:16.7μm/m.℃
耐高温,适宜于常规耗材之外包括PEEK、PEKK、PEI、PSU、PPSU等高温耗材的打印。
不锈钢喷嘴 莫氏硬度 :5.0 最高打印温度:350℃ 导热系数:16w/m.k 热膨胀系数:6.0μm/m.℃
食品级应用,适宜于食品、生物医疗等的3D打印。
硬化钢喷嘴 莫氏硬度 :7.8 最高打印温度:500-650℃ 导热系数:22w/m.k 热膨胀系数:18.0μm/m.℃
耐磨损、耐高温,适宜于常规耗材之外含有碳纤维、钢、木材、碳化硼、钨和磷光颜料等研磨添加剂的复合耗材的打印。
宝石喷嘴 莫氏硬度 :9.0 最高打印温度:550℃ 导热系数:45w/m.k 热膨胀系数:5.3μm/m.℃
兼容所有耗材,超耐磨,高温高速高质量。
碳化钨喷嘴 莫氏硬度 :8.5-9.0 最高打印温度:550℃ 导热系数:164w/m.k 热膨胀系数:4.5μm/m.℃
从打印常规的PLA到PEEK再到碳纤维增强材料实现长期稳定打印。
钛合金喷嘴 莫氏硬度 :195HB 最高打印温度:550℃ 导热系数:130w/m.k 热膨胀系数:3.1μm/m.℃
高硬度,耐磨,除常规材料外更适合研磨材料的打印上。
钒喷嘴 莫氏硬度 :7.0 最高打印温度:550℃ 导热系数:15w/m.k 热膨胀系数:8.3μm/m.℃ 钒喷嘴由高速钢和钒合金锻造而成,可打印磨料(例如 NylonX、NylonG、金属填充物或夜光 PLA),而无需担心喷嘴磨损。 上述是工程师选择喷嘴材料必须要考虑的问题。各个材料有其特长,工程师需要根据喷嘴的实际用途决定使用哪一种材料。 一般硬度越高的喷嘴适合打印纤维或细小颗粒填充的耗材,如碳纤维,荧光耗材等。 软化温度越高的材质,就可以打印高温耗材。导热系数高的材质受热会均匀,挤出会更顺滑,拉丝也少。
热膨胀系数决定了喷嘴的使用寿命,长期高温环境下工作喷嘴会发生变形,低系数,喷嘴的使用寿命会延长。 但是一些热爱极致的工程师团队开发了铜合金和宝石喷嘴的组合体其售价达到150美元一枚。
喷嘴的材质决定完,接下来就是表面处理了:一般的铜合金喷嘴表面处理会用到镀镍涂层工艺来提升喷嘴表面的光泽、硬度,降低摩擦系数,使耗材不易粘连喷嘴。 表面处理工艺还有DLC涂层、二硫化钨涂层。两者均能得到更低的摩擦系数,和硬度更高的表面。 桌面FDM的发展:还是需要认真地玩进去,无私地玩出来。 来源:创想三维 (责任编辑:admin) |