如何解决FDM 3D打印耗材刨料磨损
时间:2020-07-20 09:07 来源:创想三维 作者:中国3D打印网 点击:次
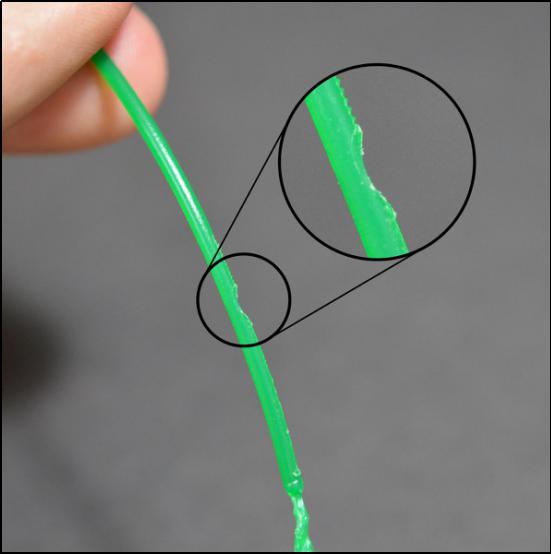
| 目前,大多数FDM 3D打印机都是使用一个小齿轮与另一个轴承夹住耗材,以使齿轮抓住耗材。驱动齿轮可以依靠齿轮的旋转方向来推动耗材前后运动。如果耗材不能移动,但齿轮却在继续转动,这时齿轮可能会从耗材上跑掉部分塑料,以致齿轮没地方再抓住耗材,这种情况就是我们常说的“抛料”,那么,出现刨料现象,我们应该如何解决呢?
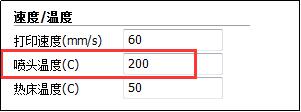
一、 提高打印温度 解决办法:升高打印温度 说明:可以试着把喷嘴的温度提高5到10度,这样耗材挤出更容易一些。修改打印温度来设置,在基本里面有个打印温度,切片时从新设置一下在切片打印即可,耗材在温度高时总是更容易挤出,所以这是可以调整的一个非常有用的设置。
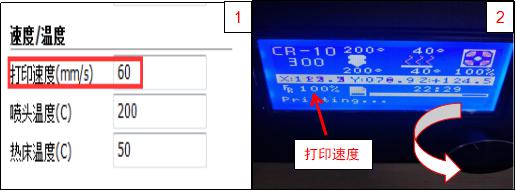
二、打印速度太快 解决办法:1.切片软件内调整打印速度;2.打印时通过逆时针旋转按钮调整打印速度。 说明:在提高了温度后,如果你仍然遇到刨料的问题,下一个你需要做的是,降低打印速度。通过这样做,挤出机的电机,不必再那般高速转动,因为线材需要更长的时间来挤出。降低挤出机的电机转速,有助于避免刨料问题。例如,你之前打印速度是3600mm/min(60mm/s),试试将这个值减小三分之一,看是否刨料的问题消失了。
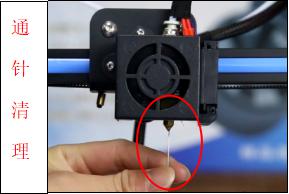
三、检查喷嘴是否堵塞 解决办法:检查喷头是否堵塞 说明:如果上面两种方法依旧不能解决问题,那么可能是喷嘴堵塞了。首先如果堵的不严重,耗材会有断断续续的出来,那么你把打印温度升高到230度,然后用小针通几次喷嘴之后再手动往里面送料出来,看看能否正常出料,正常的话是可以的,如果通了之后还不行的话可以更换一个新的喷嘴,然后清理一下喉管内部,检查一下导料管是否正常,有时需要跟换一个新的倒料管即可。
四、喉管内铁氟龙管碳化 解决办法:检查铁氟龙管是否堵塞 说明:在机器喉管里面有一小节铁氟龙管,铁氟龙管是耐高温的,但是长时间在高温的环境下工作铁氟龙管也会逐渐被碳化,造成原本就比较小的铁氟龙管通道缩小,然后造成后续挤出不顺畅,从而造成出料不足,卡料的现象。如果出现这个问题可以跟换新的铁氟龙管来解决。
以上就是FDM 3D打印耗材出现刨料磨损的解决方法,希望能够帮到您。如果还有其他疑问,可以联系我们的客服。 文章来源:https://www.cxsw3d.com (责任编辑:admin) |