�ղر��飺�������죨3D��ӡ����������Ժ��д����
ʱ��:2019-05-10 09:28 ��Դ:�ϼ��� ����:�й�3D��ӡ�� ���:��
| ���ھ�������3D��ӡ��ҵ�������ǿ����ܶ˾��רҵ����ʹ�ò���ȷ���ر��ǹ�����ҵ�Ĺ��ع�˾������������������ݡ�Ϊ�˷����û����ģ�����༭�˱��ģ�����Ҫ��ʱ����ֱ���ڱ��Ľ��йؼ��ʲ�ѯ���ɡ����ղأ�
������������
���˱�������֪�����Ǻܶ�ԭ�������ô���3D��ӡ�ʻ��ˡ� ǰ�� ��������GB/T1.1��2009�����Ĺ�����ݡ� �������й���е��ҵ���ϻ���� ������ȫ�����������������ίԱ��(SAC/TC562)��ڡ� ������ݵ�λ:�л��������ٽ����ġ��Ϻ������о�����������ͨ��ѧ���ൺ������ѧ��������ҵ��ѧ���廪��ѧ��������ǧ��������Ƽ��x��Ժ����˾������������������о�Ժ����˾���Ͼ�ʦ����ѧ���人����������������˾���ൺ�������ܼ����з�����˾���Ϻ������豸�����ܳ������ϻ���߿Ƽ��������ι�˾�����пƼ���ѧ���йش崴�·������ġ��й�˹�������˾������̫��ʱ���Ƽ�����˾�� ������Ҫ�����:���Ѧ��������ɡ�����־����ӳ�����С�������첨�����Ρ��ַ塢Ф���衢�ڹ��������������ȫ���ź�Ÿ�������ԡ��������С��β����ﴨ���ŷ塢������ ��Χ �����涨���������켼�����漰�ij�������Ͷ��塣 ������������������������о������顢��������Ӧ�õ� 2 ����Ͷ��� 2.1�������� 2.1.1 �������� additive manufacturing;AM ����άģ������Ϊ����,ͨ�����϶ѻ��ķ�ʽ���������ʵ��Ĺ��ա� ע:�������졢��������͵Ȳ�����μ���¼A�� 2.1.2 ��������ϵͳ additive manufacturing system; additive systen; additive manufacturing equipment �����������õ��豸�������� 2.1.3 ���������豸 additive manufacturing machine; additive manufacturing apparatus ��������ϵͳ��������������ʵ������������һ���������ڵı�Ҫ��ɲ���,����Ӳ�����豸�������������������� 2.1.4 ��ά��ӡ3D printing ���ô�ӡͷ�������������ӡ����,ͨ�����϶ѻ��ķ�ʽ�����������ʵ��Ĺ��ա� ע:������ͨ����Ϊ���������ͬ���,�ֳ�3D��ӡ�� 2.1.5 ��ά��ӡ��3D printer ά��ӡ���õ��豸 ע:�ֳ�3D��ӡ�� 2.1.6 ��������ϵͳ�û� additive manufacturing system user ��������ϵͳ������Χ�豸��ʹ���ߡ� 2.1.7 ���������豸�û� additive manufacturing machine user ���������豸��ʹ���� 2.1.8 ���Ϲ�Ӧ�� material supplier ��������ϵͳ���������ʵ�������ԭ���ϵ��ṩ�� 2.1.9 ������������ hybrid additive manufacturing ���������쵥�����չ�����,ͬʱ��ֲ����һ�ֻ���։������졢�Ȳ������������켼��,��������ʵ������Ĺ��ա�2.1.10 ���������� micro-nano additive manufacturing; additive micro/ nano-manufacturing ���ڹ����ɳ߶Ƚṹ���������칤�ա� 2.1.11 �������� single-step process �õ���������������ʵ��������������칤��,����ͬʱ�õ���ƷԤ�ڵĻ���������״�ͻ��� ���ܡ� ע1:�Ƴ�֧�Žṹ���������DZ����,������Ϊ�Ƕ����Ĺ����衣 ע2:�������պͶಽ���ղμ���¼A�� 2.1.12 �ಽ���� multi-step process ���������������ϲ�����������ʵ��������������칤�ա�ͨ����һ�������õ������ʵ��� ����������״,ͨ����������ʹ��ﵽԤ�ڵĻ������� ע1:�Ƴ�֧�Žṹ���������DZ����,������Ϊ�Ƕ����Ĺ����衣 ע2:�������պͶಽ���ղμ���¼A�� 2.2���շ��� 2.2.1 ճ������� binder jetting ѡ�����������Һ̬ճ���ճ���ĩ���ϵ��������칤�ն����������� directed energy deposition ���þ۽����ܽ�����ͬ���ۻ��������������칤�ա� ע:�۽�������ָ������Դ(����:���⡢������������������绡��)�۽�,�ۻ�Ҫ�����IJ��� 2.2.3 ���ϼ��� material extrusion ������ͨ�������ڼ������������칤�ա� ע:���͵IJ��ϼ������������ڳ�������( Fused Deposition Modeling,FDM)�ȡ� 2.2.4 �������� material jetting ���������ε���ʽ��������������������칤�� ע:���Ͳ��ϰ����߷��Ӳ���(����:��������)��������ӡ�����ϸ����������ĩ�� 2.2.5 ��ĩ������ powder bed fusion ͨ������ѡ���Ե��ۻ�/�ս��ĩ��������������칤�ա� ע:���͵ķ�ĩ�����ڹ��հ���ѡ�������ս�( selective laser sintering,SIS)��ѡ����������( selective laser melting,SLM)�Լ��������ۻ�( electron beam melting,EBM)�� 2.2.6 ���ĵ��� sheet lamination ������������ճ�����γ�ʵ����������칤�ա� 2.2.7 �����̻� vat photopolymerization; stereo lithography;SL ͨ�����¾ۺ�����ѡ���Եع̻�Һ̬�����ۺ�����������칤�ա� 2.3����:���� 2.3.1 ������ build chamber ��������ϵͳ�����������ʵ��Ŀռ䡣 ע:ijЩ����ֿɳ�������ǻ�� 2.3.2 �������� build cvcle һ�����������ʵ������������ϵͳ�������б���������ĵ�һ���չ��̡� 2.3.3 ���η�Χ build envelope ���γߴ� build dimension �ڳ��οռ��п����������ʵ���x��y��x�᷽�������ⲿ�ߴ� ע:���οռ�ijߴ���ڳ��η�Χ�ijߴ硣 2.3.4 ����ƽ̨ build platform ���ο�ʼʱ�ṩ������,���ڳ��ι�������֧�����õ�ƽ̨�� ע:��ijЩϵͳ��,��������������ʵ��ֱ�ӻ�ͨ��֧�Žṹ���ӵ�����ƽ̨��������һЩϵͳ��,���ĩ��ϵͳ,���DZ���ġ� 2.3.5 ���οռ� build space ���������ʵ��Ŀռ�,ͨ���ڳ������л��ڳ���ƽ̨�� 2.3.6 �� laver ����չƽ���̿����γɵı��� 2.3.7 ������ build surface ���Ӳ��ϵ�ƽ������,ͨ��Ϊ���µij�����,��Ϊ��һ����εĻ��� ע1:�Ե�һ��,ͨ��������Ϊ����ƽ̨ ע2:�ڶ�����������������,��������������������ʵ��,�ڴ˻����Ͻ��в��϶ѻ����Ρ� ע3:������ϳ�����̻������DZ仯��(�����߾��仯),��������ڳ����涨�� 2.3.8 ���οռ���� build volume �豸�п��������������ʵ������ռ䡣 2.3.9 ������ feed region ����ĩ�����ڡ��豸�д���ԭ����,���ڳ��������г����ṩԭ���ϵ����� 2.3.10 �������� production run ��һ���������ڻ�һϵ����������������,ʹ����ͬ����ԭ���ϼ��������������������ʵ����������̡� 2.3.11 �������� manufacturing lot ijһ����������,ʹ����ͬ��ԭ���ϡ��������С���������ϵͳ�Լ���������(�����Ҫ)������������һ�������ʵ� ע:�˴�,��������ϵͳ����һ���������豸���������ж�������������豸��/������豸 2.3.12 ������ overflow region ����ĩ������ϵͳ��)�ڳ��������ڼ��豸�������մ�������ĩ������ ע:ijЩ�豸��������������һ������ר���һ��ĩ����ϵͳ��� 2.3.13 ���λ�� part location ���οռ��������ʵ���λ�á� ע:���λ��ͨ���������Χ�еļ�����������ڳ��οռ�ԭ���x��y��z���궨�塣 2.3.14 ϵͳ���� system set-up ��������ϵͳ�����ò��� 2.3.15 ���ղ��� process parameter �ڵ�һ����������ʹ�õ�һ�����������ϵͳ���� 2.3.16 ���� front �豸�ϲ��������ԵIJ��������/����Ҫ�۲촰��һ�� ע:���豸����������ָ����,ͨ��ָ�豸�����档 2.3.17 ԭ�� origin; zero point (0,0,0)��ʹ��x��y��z����ʱ)������ϵ���������ύ�㴦ָ����ͨ�òο��㡣 ע:����ϵ�����ǵѿ�������ϵ�����豸���������ж��� 2.3.18 ����ԭ�� build origin ͨ��λ�ڳ���ƽ̨������,�ҹ̶��ڳ�������,Ҳ�������ж��� 2.3.19 �豸ԭ�� machine origin; machine home; machine zero point ���豸�����̶����ԭ�� 2.3.20 x��x-axis �豸����ϵ��������ƽ��,������y���z�ᴹֱ�������ᡣ ע1:���豸����������ָ����,ͨ��ָ�豸��x�ᡣ ע2:���豸������ָ����,x��������Ϊ���豸���濴ȥ,������οռ�ԭ��ʱ�������ҵķ��� ע3:ͨ��x�ᴦ��ˮƽλ��,�������ƽ̨��һ���߱���ƽ�� 2.3.21 ��y-axis �豸����ϵ����z���x�ᴹֱ���� ע1:���豸����������ָ����,ͨ��ָ�豸��y�ᡣ ע2:���豸������ָ����,y��������Ķ�����ѭGB/T19660�е�����ϵ���ֶ���ͨ����z����������,��ʱ���豸���濴ȥ,���豸���浽����ķ�����y��������;��z����������ʱ,���豸���濴ȥ,���豸���浽����ķ�����y�������� ע3:ͨ��y�ᴦ��ˮƽλ��,�������ƽ̨��һ���߱���ƽ�С� 2.3.22 z��z-axis �豸����ϵ����x���y��(����ɵ�ƽ��)��ֱ���ᡣ ע1:���豸����������ָ����,ͨ��ָ�豸��z�ᡣ ע2:���豸������ָ����,z��������Ķ�����ѭGB/T1960�е�����ϵ���ֶ����ڲ���ƽ�桢���������ӵĹ���,��ķ�����z��������;���ڲ���ƽ�桢���������ӵĹ���,z��������ӵ�һ��ָ�������ķ��� ע3:���ϴӲ�ͬ������е���ʱ������ij������������ϵͳ��],����ɸ���GB/T19660��ת�����ȷ���� 2.3.23 �豸����ϵ machine coordinate system ����ƽ̨�и���ijһ�̶��㶨�����ά����ϵ����������ֱ���Ϊx��y��z,��ת��ֱ�ΪA��B��C����x��y��z�ĽǶ������ֵѿ��������ʾ,�������豸�����̹涨 2.4����:���� 2.4.1 ��άɨ��3 D scanning ��ά���ֻ�3 d digitizing ͨ����¼ʵ������x��y��x������ֵ�Ի�ȡһ��ʵ����ά��״�ͳߴ�,��ͨ�������Ѹ������ת��Ϊ�������ݵķ��� 2.4.2 ��Χ�� bounding box ���Ը�����ά�����ʵ������ϵ����С�����塣 ע:�����������ʵ�ﺬ�и����ⲿ����(�����ǩ�����ƻ���ĸ)ʱ,��Χ�пɸ��ݼ�������ʵ��ļ�����״��ȷ��,���ʱ�����������ⲿ������ 2.4.3 ���ⷽ���Χ�� arbitrarily oriented bounding box ���ɷ���û�����Ƶİ�Χ�� 2.4.4 �豸��Χ�� machine bounding box �������)����ƽ�����豸����ϵ�İ�Χ�� 2.4.5 ����Χ�� master bounding box ��һ����������п���Χ���������ʵ��İ�Χ�� 2.4.6 ��Ƭ facet ͨ��������ʾ��ά��������ģ��Ԫ�ص������λ��ı��εȶ���Ρ� ע:��AM��AMF��STL���ļ���ʽ��ʹ��������Ƭ,����AMF�ļ�������������ƬΪ���档 2.4.7 �������� geometric centre ����Χ�еġ�λ������İ�Χ�е��������ġ� ע:��Χ�е����Ŀ���λ�������ʵ���ⲿ��2.4.8 ��ʼ���η��� initial building orientation �ڳ��οռ�����������ʵ��ij�ʼ���÷��� 2.4.9 ���� nesting ������������һ�������ʵ��İ�Χ�л����ⷽ���Χ����ص���һ��״̬ 2.4.10 ����ٶ��� part reorientation �������ʵ��İ�Χ�д������ʵ��ij�ʼ���η���Χ�Ƽ���������ת�Ĺ��� 2.4.11 ����ģ�� surface model ��ʹ��ƽ���/������ļ���������ʵ�����ѧ�����ֱ��﷽���� ע:���ַ�������������ʾһ���������,Ҳ���Ա�ʾһ���Ƿ������ 2.4.12 STL standard triangulation language standard tessellation language ���������ļ���ʽ��һ��,ͨ����ʵ�����ļ�����Ϣ��������Ƭ����ʽ����,�����ݸ��豸,��������ʵ�������ʵ�� 2.4.13 AMF additive manufacturing file format �������������ļ���ʽ��һ��,������ά���漸������,֧����ɫ�����ϡ������������ṹ��Ԫ���� ע:AMF����һ���ṹ��ϵ�б���һ������ʵ���STL����,���漸����Ϣ�������������ʾ,����AMF���������������������AMFҲ������������ָ��ÿ�������ε���ɫ�Լ�ÿ������IJ�������ɫ�� 2.4.14 STEP standard for the exchange of product model data ��Ʒģ�����ݽ����� ע:�μ�ISO10303 2.4.15 IGEs initial graphics exchange specification ��ʼͼ�ν����淶,CAD���ݽ�����ʽ��һ�� ע:�μ�ISO10303�� 2.4.16 PDEs product data exchange specification ��Ʒ���ݽ����淶,��ʹ��STEP�IJ�Ʒ���ݽ����� ע:�μ�ISO10303�� 2.4.17 XML extensible markup language ����ά�����˷�����һ�ֱ�����,���������Ϣ����,�����˻��ɶ��ĸ�ʽ�� ע:ͨ��ʹ�ö��Ʊ����ͼܹ�,����ͳһ�ı�����ʽ,�Ӷ���������(����)��ʽ(Ԫ����)�����Խ���ת�� 2.5����:���λ��������� 2.5.1 �̻� curing ԭ������Һ̬ת��Ϊ��̬�Ļ�ѧ�仯����,���γ������ʵ������� 2.5.2 ���� fusion ������Ԫ��Ԫ�������ۻ��ķ�ʽ�����һ���γ�һ����Ԫ���ϵĹ��� 2.5.3 �����ս� laser sintering;LS ��ĩ�����ڹ�����,�ڳ�����������һ����������������ĩ����ѡ���Ե�����/�ۻ�������ս���ӵĹ��̡� ע:����������ս��豸���ڼӹ������в��ֻ���ȫ�ۻ����ϡ����ս�( sintering)��������ǹ�ȥʹ�õ�����,�����,��Ϊ���ֹ���ͨ��Ҫ��ȫ���ۻ�,�봫ͳʹ�ý�������(ѹ��)�Ľ�����ĩ�սṤ�ղ�ͬ 2.5.4 ���� post treatment ����������ι��պ�Ĵ�������,Ϊʹ���ղ�Ʒ�ﵽԤ�����ܡ� 2.5.5 ��ĩ�� powder bed �������칤���еij�������,�ڸ�������ԭ���ϱ�����,ͨ����Դѡ���Ե��ۻ����ս������ճ��������������ʵ� 2.5.6 ԭ���� feedstock ����������ι�����ʹ�õIJ��� ע:�������칤��ͨ������ʹ�ö������͵�ԭ����,����Һ�塢��ĩ�������塢˿�ĺͱ�Ƭ�ȡ� 2.5.7 ���𤸽�ۿ� part cake ��ĩ�����ڹ�����,�ڳ������ڵ����,𤸽�ڳ��������ʵ���ϵĶ���ۿ� 2.5.8 ��ĩ�� powder lot �ڿ��ݵ��ܿ�����������,����ͬһ���칤�����ڵĴ�����ĩ�� ע1:���ϵijߴ��ɷ�ĩ��Ӧ�̶��塣һ���ĩ��Ӧ�̽���ĩ�������������������ϵͳ�û� ע2:�������ĩ��Ҫ���ṩ����Դ�ļ�(Ҳ����Ϊ���ϸ�֤�������Ͽ�֤�顱�������桱) 2.5.9 ��ĩ���� powder blend ������ͬ�ɷֵĶ����ĩ���Ĵ�����Ϸ�ĩ�� ע:�����ĩ��������ԭʼ��ĩ��ʹ�ù��ķ�ĩ,һ���ɹ�Ӧ�̺��û�Э��ȷ���� 2.5.10 ԭʼ��ĩ virgin powder; fresh powder ��ĩ����δʹ�ù��ķ�ĩ�� 2.5.11 ʹ�ù��ķ�ĩ used powder ������һ�γ��������б�ʹ�ù��ķ�ĩ�� 2.5.12 ��ĩ�� powder batch ��Ϊԭ���ϵķ�ĩ,������ʹ�ù��ķ�ĩ��ԭʼ��ĩ�����ߵĻ�ϡ� ע1:ʹ�ù��ķ�ĩ������ͬһ��������ʹ�ù��ķ�ĩ,Ҳ�����Ǿ�����ͬ��������ʹ�ù��ķ�ĩ֮��Ļ�� ע2:һ����ĩ�Ͽ�������һ������ʹ�ò�ͬ���ղ������������С� 2.6Ӧ�� 2.6.1 ��� part �����������칤�ճ��εĹ��ܼ�,������Ԥ�ڵ�������Ʒ���䲿�� ע:һ������Ĺ�������ͨ����Ԥ����;������ 2.6.2 ԭ�� prototype ���ܲ�һ������,������������������ƺ�����������Ʒ���䲿����ʵ��ģ�͡� ע:����ԭ�������Ҫ���ȡ�����������������������,һ���ɹ�Ӧ�̺��û�Э��ȷ�� 2.6.3 ԭ��ģ�� prototype tooling ������Ϊԭ��ʹ�õ���ģ����ģ�� ע:��ʱ����Ϊ����ģ����ģ�ߡ�������������ģ��ʱ,ԭ��ģ����ʱ��������ģ����ƺ�/�������ն������ʵ���ʱ,��ģ��ͨ����Ϊ����ģ( bridge tooling)�� 2.6.4 ���ٳ��� rapid forming ����ԭ�� rapid prototyping;RP ����ԭ������ rapid prototy ping and manufacturing;RPM Ϊ������Ʒ����ʱ���ʹ����������ļ��� ע:Ӧ���������칤��������ԭ�Ͳ�Ʒ�Ӷ����̿������ڵļ�������ʷ��,���ٳ���(RP)���������켼������ҵ�ϵ����Ӧ��,��˱���Ϊ�������켼����ͨ��������ձ�ʹ�� 2.6.5 ������ģ rapid toolingӦ���������켼��������ģ��ģ���㲿���Ĺ���,�봫ͳģ�����칤�����,������ģ���������ڡ� ע1:����ģ�߿������������칤��ֱ������ģ��,�������������칤�ռ�������ģ��,Ȼ�������ö��ι��ռӹ�������ģ�� ע2:���������칤����,��������ģ������Ҳ��Ӧ�ü������칤��������ģ�ߺ�����ģ�߽�������,������ϳ���ӹ��ȡ� 2.7���� 2.7.1 ���� accuracy ijһ�����ɽ��ܲο�ֵ��Ŀ��ֵ֮��Ľӽ��̶� 2.7.2 ����̬ as built �������칤����,����Ҫ�Ƴ�����ƽ̨��ȥ��֧�ź�/��ȥ��ԭ������,�㲿���ڳ��κ�ͺ�������ǰ��һ��״̬ 2.7.3 ������ near net shape �����ʵ���������Ҫ������������ߴ繫��Ҫ��ij���״̬�� 2.7.4 ȫ���� fully dense ���ϵ�����ܶȲ�С��ijһ�ض�ֵ��һ���ٽ�״̬ ע:���ض�ֵ�ɸ����������û���������Э��ȷ�� 2.7.5 ��϶�� porosity ���������ʵ�����̶ܳȵ�ָ��,Ϊ�����п�϶�����ռ������İٷֱȡ� 2.7.6 �ظ��� repeatability ����ͬ����������,ʹ����ͬ�豸��ͬһ���Խ������λ��β���ʱ��һ���Գ̶ȡ�
��¼A
(�����Ը�¼)
����ԭ��
A.1���ϵ��ӳ��� ʵ�������еĹ������伸����״�Ͳ������Թ�ͬ������Ϊ��,Ϊ�õ�ʵ���Ԥ�ڼ�����״(���Ͽ���ʵ��)������,ͨ�������칤�շֽ�Ϊһϵ�в������ӹ��ա� ͨ���������ոı������״�Ĺ���,��ͨ���������ֻ��������е�ijһ�ֻ���ֵ����ʵ�� �Ȳ�����:�������״ͨ����ԭ����ʩ��ѹ���õ�,����:���졢���������졢ע�ܡ���ĩұ����մɼӹ��е�����ѹ����; ��������:�������״ͨ��ѡ����ȥ�����ϵõ�,����:ϳ��������������,��ӹ���; ��������:�������״ͨ�����϶ѻ��õ��� �����Ϸ�����,�����ض���״�������ʵ�ﻹ����ͨ����������ѧ����,���������γɸ��Ӹ�����״��ʵ��,���纸�ӡ�ճ�ᡢ���̼����ӵ��������켼�����ò��ϵ��ӳ��η���,ͨ�������Ӳ�����������άʵ�弸����״���ϵ��ӡ���ָ��ԭ���ϵ��Ӳ�����(�������ڻ�ճ��),����ķ�����ͨ�������ӵķ������������ʵ����յľ��������������ڵ��Ӳ��ϵļ���������,���ڲ�ͬ���ϵ����ں�ճ��ԭ����ͬ,�����˲�ͬ�ֲ������ò�ͬ�Ĺ��ա��ܵ�����,�����������칤�ռӹ��γɵIJ�Ʒ�Ļ����������������ؾ��� a)���ϵ�����(�ۺ���������մɻϲ��ϵ�); b)���ڻ�ճ�᷽��(�ۻ����̻����ս��); c)�������������ԭ������̬(Һ̬����ĩ�������塢˿�ġ���Ƭ��); d)���Ϸ�ʽ(�ͷۡ��̷۵�) ����ͨ���������Ӳ��������������ʵ��Ĺ���,ʹ�������ʵ����ϵ������{������������������������е��豸���ͺ��ղ��������,��������ض��豸���ղ�����������,����ȷԤ����Щ���ϵ����ԡ� �����������������ʵ��ķ���Ҳ�������������ʵ���в������ԵĶ��������ԡ����,ij�������������ʵ��IJ������Ի�ȡ���ڼӹ������и������ʵ���ڳ��οռ���ķ����λ�� A.2�����Ͷಽ�������칤�� �������칤�յĻ���������ͨ�������������γ���άʵ��,���ݲ�ͬ�Ĺ���,ʵ�����ͨ�������ղ��輴���Ԥ�ڵĻ���������״������,����������;����ͨ����Ҫ���ղ����ü��γߴ�,��ͨ���������ղ�����Ԥ�ڲ�������,���ಽ����,�μ�ͼA.1������,����Ҫ������,ͨ��ճ��������� �����Եõ������ļ�����״,Ȼ��ͨ���������ս�һ��ǿ�����ϡ����������ʵ��������;,���еĹ��ն�������Ҫһ�ֻ���ָ��ӵĺ�������(�����̻����ȴ��������ӹ���,�������ݲμ�ISO17296 2)�Ի�����ղ�Ʒ������Ԥ�����ԡ��������켼��������������ģ����ģ,������ģ����ģ������ز�Ʒ����ʱ,��������ֻ��Ϊ����ģ�ߵ��ֶ�,�������������յIJ�Ʒ�����,�������Ӧ��Ϊ�������켼���ļ��Ӧ�á� 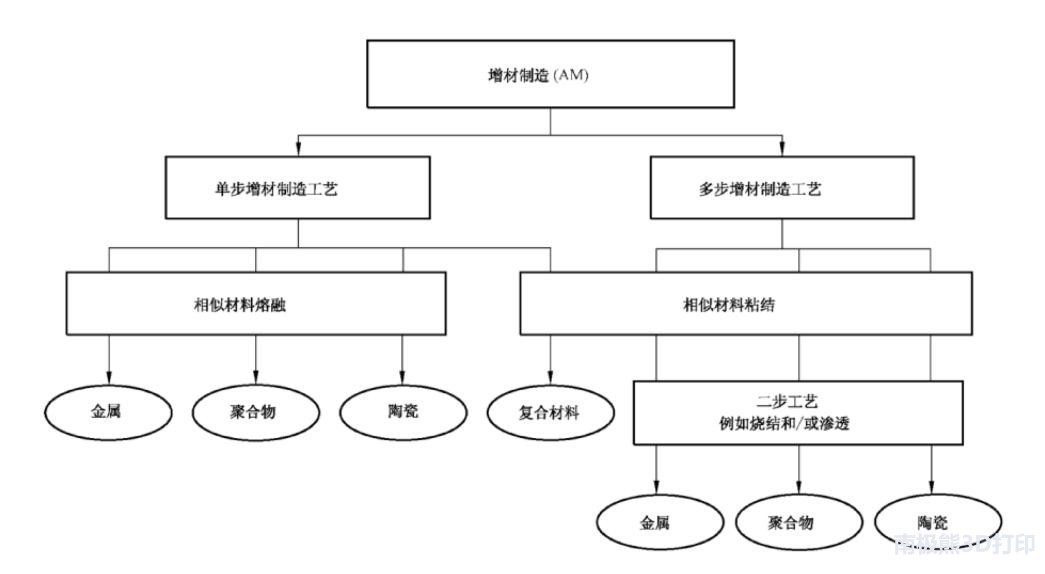 �������Ͷಽ�������칤�� A.3�������칤�� A.3.1���� ���Ӳ������γ�ʵ��ķ����кܶ�,��ͬ���͵IJ���ͨ����ͬ��ʽ������һ��:��������ͨ��ͨ������������,�ۺ������ͨ��ͨ�����ۼ�����,�մɲ���ͨ��ͨ�����Ӻ�/�ۼ�����,���ϲ��Ͽ���ͨ��������һ��ʽ���ӡ���ͬ�ֲ��Ͼ����˲�ͬ���������칤��,�������Ӳ������ܲ�������ϵͳʱ����̬�Լ����Ϸ���Ӱ�졣���ډ������칤������,��ʹ�õ�ԭ����ͨ��Ϊ��ĩ(�����״�����)��˿�ġ�Ƭ�ġ������Լ�δ���̵�Һ̬�ۺ������ԭ���ϵIJ�ͬ��̬,ԭ���ϱ����ֲ�����ĩ���С�ͨ������/��ӡͷ��������ʵ����������,���ù�ӹ�Һ�塢��״����塣���ڲ��ϵ������ڶ�,��ͬ���͵�ԭ���ϼ����Ϸ�ʽ,ʹ���γ��˶��ֿ���������������Ĺ���ԭ������Ȼ�����緶Χ���Ѿ���չ�˴����о��Ϳ�������,���Ǵֹ��ջ�û��ʵ��,������һ�����Ѿ�ʵ�����á� A.3.2�������쵥������ �����ʵ���ڵ�һ����������,����ͬʱ���Ԥ�ڲ�Ʒ�Ļ���������״�ͻ����������ԡ�ȥ��֧�Žṹ��������ϴ�DZ�Ҫ�ġ�ͼA.2~ͼA.4�����˽������ϡ��ۺ�����Ϻ��մɲ��ϵ��������쵥�����յġ� 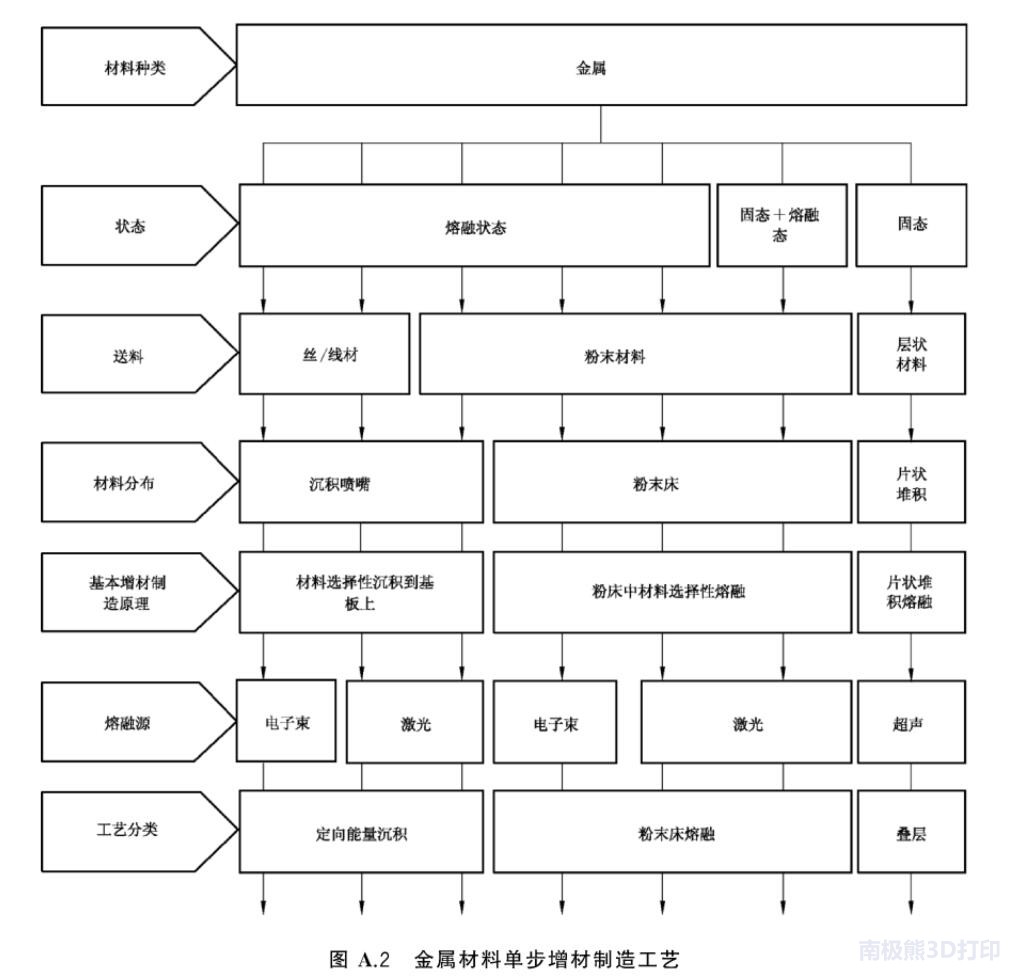 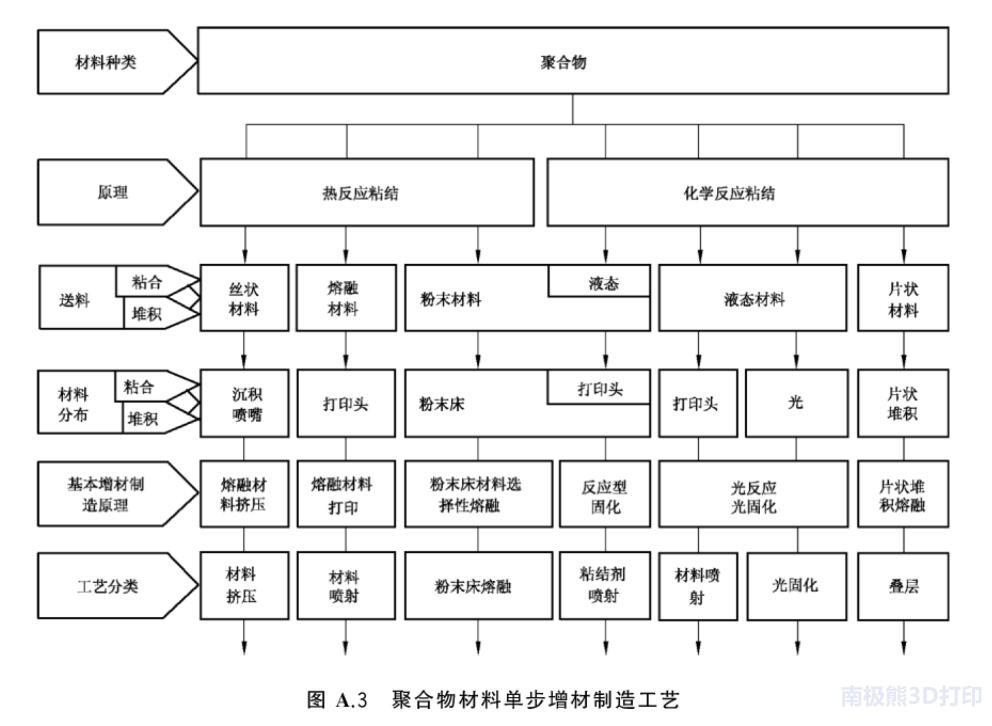 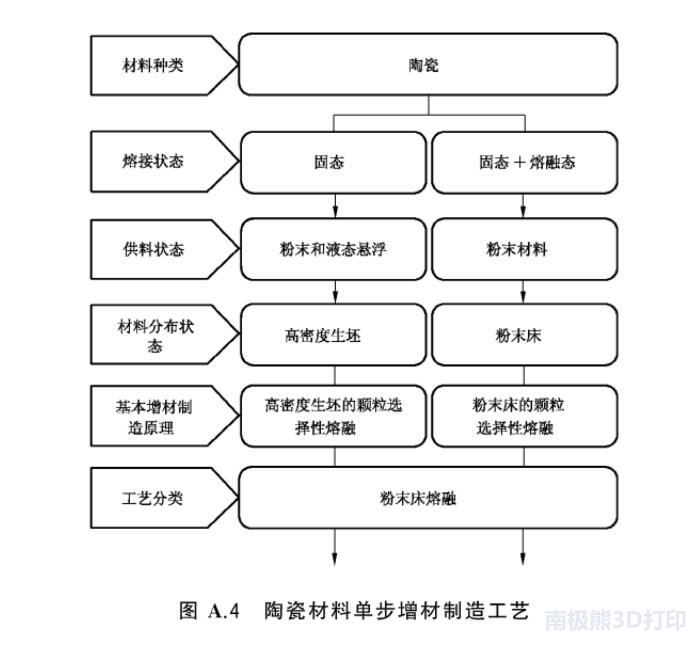 A.3.3��������ಽ���� �����ʵ��ͨ��������ಽ��������,�������Ȼ�������������״,Ȼ��̻������ʵ���Ի��Ԥ�ڻ����������ԡ����������,�״β�������Խ�����ճ�����γ��ɸ��ϲ�����ɵ������ʵ� ͼA.5�����˽������ϡ��ۺ�����Ϻ��մɲ��ϵĶಽ�������칤�� 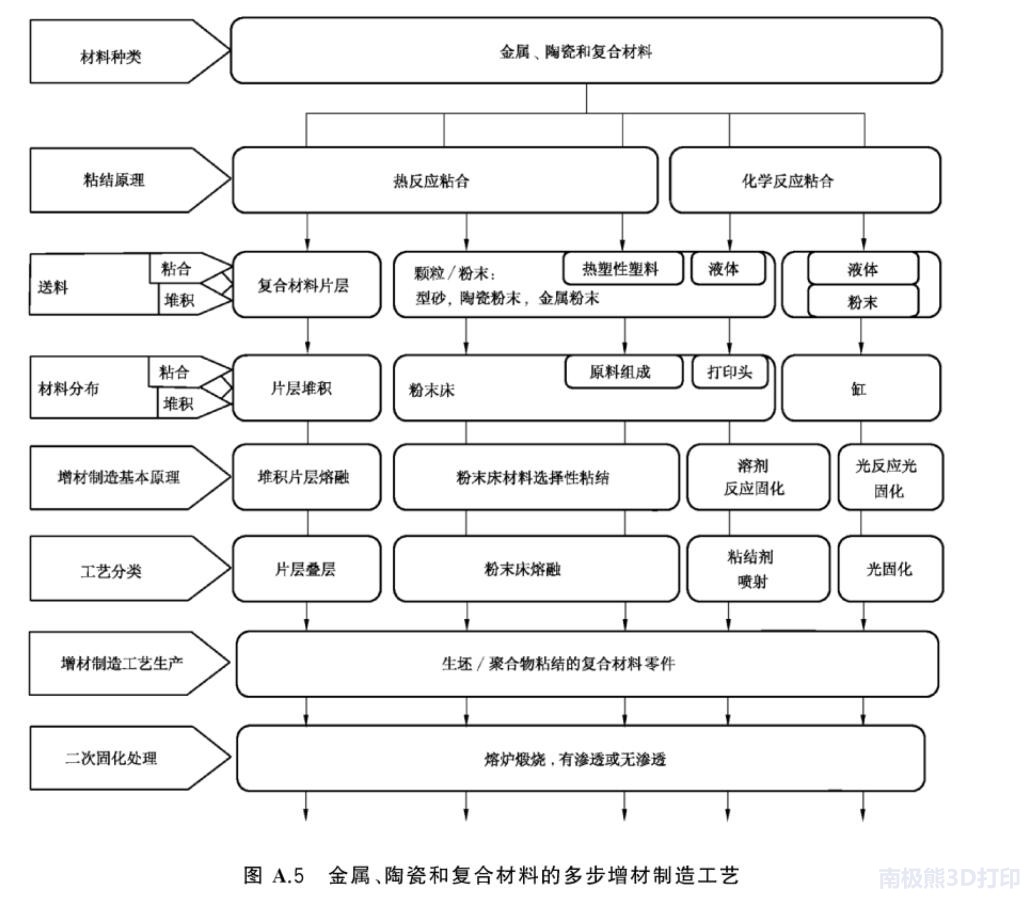 [1 ISO/ ASTM 52900 Additive manufacturing--General principles- Terminology [2 ISO 10303 Industrial automation systems and integration-Product data representation and exchange [3 ISO 17296-2. Additive manufacturing General principles Part 2: Overview of prrocess categories and feedstock (���α༭��admin) |
- ��һƪ�������������һ����
- ��һƪ����ȡ�ȫ�� �����մ�3D��ӡ������װ��