熔丝制造(FFF)3D打印PEEK工艺研究
时间:2018-12-26 21:52 来源:OrthoDesign西交假体设计 作者:中国3D打印网 点击:次
与现有技术相比,增材制造(AM)提供了一种更为经济有效、自动化的制造过程,他可以实现数字化的库存,同时为工程的设计提供了更大的灵活性。熔丝制造(FFF)也称熔融沉积制造(FDM),是热塑性聚合物最常用的增材制造技术之一。在FFF工艺中,将热塑性长丝送入加热的喷嘴中,熔化或液化,然后挤出并沉积在构建模型的基板上。当熔融材料沉积时,台架在水平x-y平面内移动喷嘴。然后,在完成x-y平面中的沉积之后,加热底板垂直移动(在z轴上)。沉积层固化并与相邻层粘合/焊接,形成所需的3D几何形状。 研究方法 本文使用Indmatec HPP 155装置(Apium Additive Technologies GmbH)制备FFF样品,使用由Victrex®PEEK450G制成的直径为1.75mm的长丝,经过压力机构将长丝送入0.4mm直径的喷嘴,本研究中使用的FFF工艺参数如下: 喷头移动速度:800mm/min;第一层:300mm/min 喷头温度:410℃;第一层390℃ 基板温度:100℃ 层高:0.1mm;第一层:0.18mm 挤压宽度:0.48mm 填充图案:直线 填充密度:100% 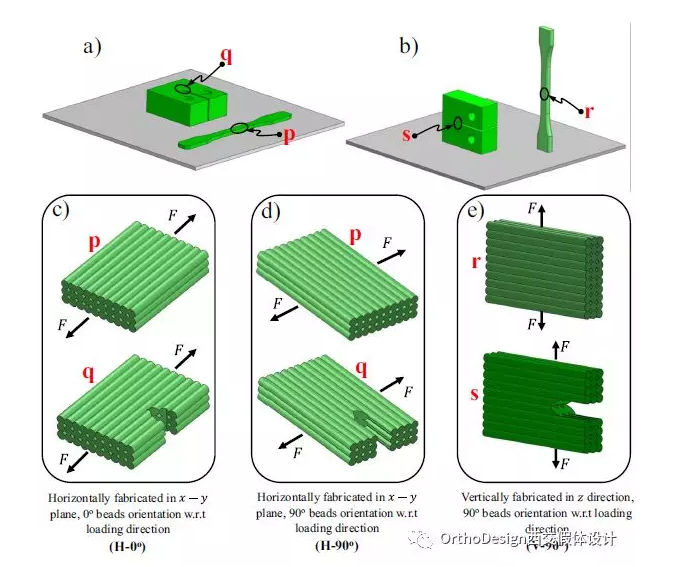
图1 通过FFF制备的PEEK拉伸样件
图1中(a)采用水平方向打印,(b)采用垂直方向打印,填充路径的方向分别为0°(c)和90°(d),(c)和(d)中的p和q分别是(a)中相应区域p和q的放大视图,相同地,(e)中的r和s是相应区域r和s的放大区域。弯曲试样的构造类似于拉伸试样的构造。
拉伸试验在具有2.5kN测力传感器的Zwick-Roell Z005万能试验机(UTM)上进行,在环境温度(~20℃)下,根据ISO 527以1mm / min的恒定十字头速度进行拉伸测试。FFF-PEEK拉伸样件如图2所示。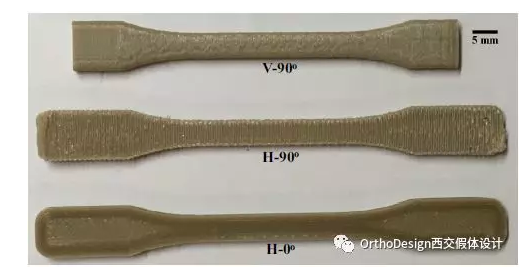
图2 FFF-PEEK拉伸样件
根据国际标准ISO 178,在环境温度(~20℃)下在具有2.5kN测力传感器的Zwick-Roell Z005万能试验机(UTM)上以2mm / min的恒定十字头速度进行三点弯曲试验。进行断裂试验以评估3D打印PEEK的模式I断裂韧性。根据ASTM D5045-14标准测量FFF-PEEK试样的拉伸断裂性能,以测量聚合物的平面应变断裂韧性。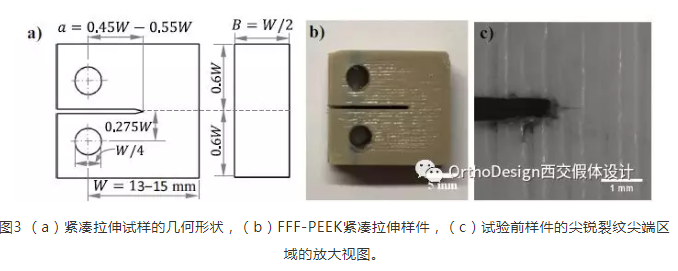
图3 (a)紧凑拉伸试样的几何形状,(b)FFF-PEEK紧凑拉伸样件,(c)试验前样件的尖锐裂纹尖端区域的放大视图。
结论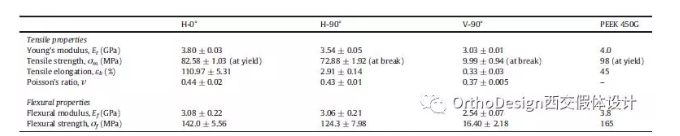
表1 H-0°、H-90°和V-90°PEEK样件的拉伸和弯曲性能的平均值和标准误差
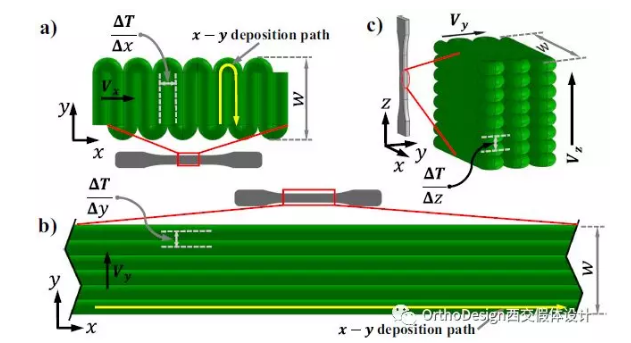
图4 FFF-PEEK过程中的热梯度和构建速率的示意图
根据ISO 527-1:2012,拉伸强度是在拉伸试验期间观察到第一局部最大值的应力。因此,在屈服点评估H-0°样品的拉伸强度,而在失效点评估H-90°和V-90°样品的拉伸强度,H-0 °试样表现出最高的杨氏模量和拉伸强度,其次是H-90°和V-90°(图4和表1)。在H-0°试样中,拉伸加载力方向平行于丝材走线方向,因此该样品显示出更高的杨氏模量和拉伸强度。 H-90°的杨氏模量和拉伸强度值分别比H-0°低7%和12%。由于熔融的丝材之间优异的界面结合,H-90°试样表现出接近H-0°试样的性能。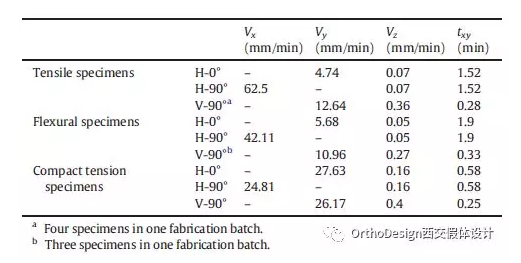
表2 在FFF-PEEK过程期间,在x,y和z方向上的构建速率(Vi)和在单个水平面中的沉积时间(txy)
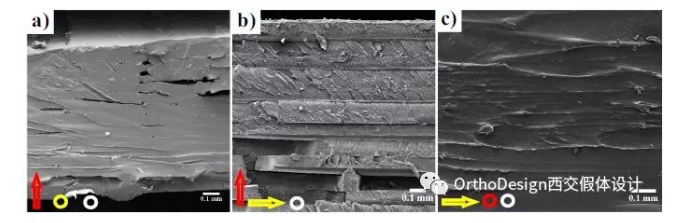
图6 SEM裂缝表面形态(a)H-0°,(b)H-90°和(c)V-90°样件。
H-0°样件在110%应变下评估失效,因此横截面积较小,宏观空隙较大。 红色,黄色和白色(箭头和圆圈)分别表示z制造方向,走线方向和负载方向。 圆圈表示垂直于表面的方向。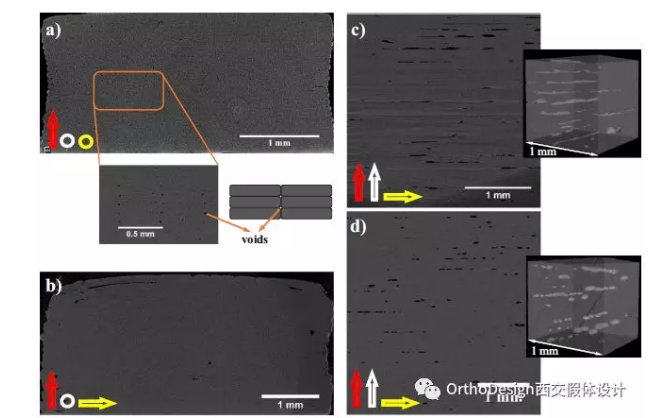
图7 空载时FFF-PEEK样品的μCT图像; (a)H-0°样品的2D图像,插图显示相邻走线之间交叉连接处的空隙,(b)H-90°样品的2D图像,(c)V-90°样品的2D图像,插图显示空心的3D重建图像,(d)V-90°紧凑张力样品的2D图像,插图显示空隙的3D重建图像。 红色,白色和黄色(箭头或圆圈)分别表示z制造方向,载荷方向和走线角度。 圆圈表示垂直于表面的方向。
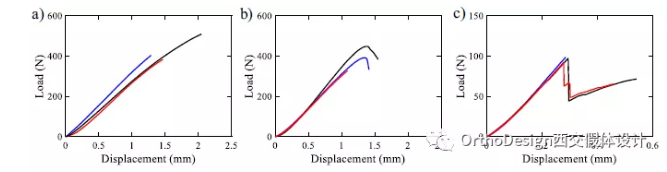
图8 FFF-PEEK的载荷-位移曲线,(a)H-0°,(b)H-90°和(c)V-90°样件。
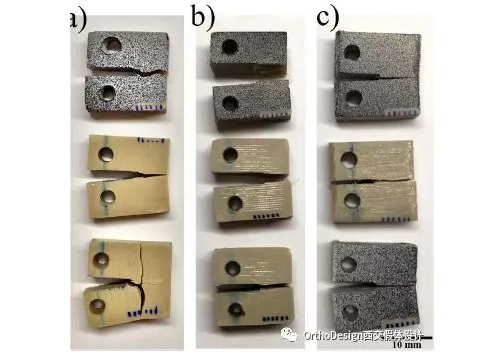
图9 紧凑拉伸样件试验后照片(a)H-0°,(b)H-90°和(c)V-90°样件。
断裂试验结果显示了FFF工艺参数对断裂韧性的影响。 H-0°样件表现出最佳性能,其次是H-90°和V-90°,如载荷-位移曲线(图9)和KIC(表3)所示。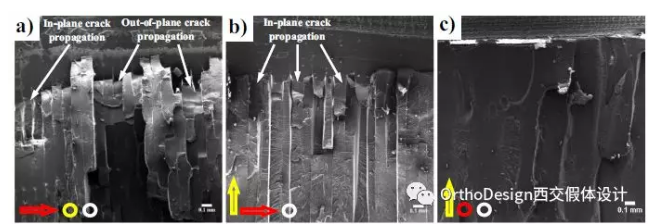
图10 (a)H-0°,(b)H-90°和(c)V-90°样件的断裂表面SEM图像。 红色,黄色和白色(箭头或圆圈)分别表示z制造方向,走线方向和载荷方向。 圆圈表示垂直于曲面的方向。
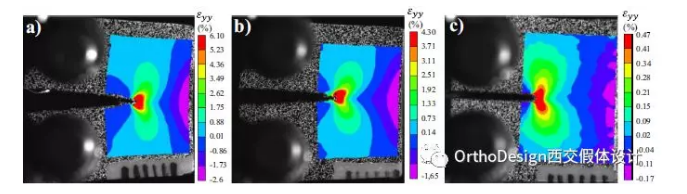
图11 在最大载荷下的应变的DIC轮廓(a)H-0°,(b)H-90°和(c)V-90°样件。
讨论本文给出了FFF制备PEEK样品的拉伸、弯曲、断裂韧性,试验逻辑紧密,试验充分,系统的研究了FFF工艺参数对PEEK样件力学性能的研究,为PEEK在医学中的使用提供了较为充分的工程理论。文中很多地方值得我们学习,例如图表的制备,图表清晰易懂,逻辑性性强,为我们今后做类似的力学实验提供借鉴。 (责任编辑:admin) |
- 上一篇:钛合金增材制造技术的分析和未来趋势
- 下一篇:深度解析:3D打印技术与高分子材料