全面解析3D打印系统相关技术原理
时间:2018-09-25 08:26 来源:百度百家 作者:中国3D打印网 点击:次
3D打印技术极大地革新了制造业的生产方式,有人甚至称之为“第三次工业革命”,那么,3D打印的秘诀是什么?它是如何运作的呢?前不久,世界首架3D打印的无人机试飞成功,时速达到241千米。对于一款民用无人机来说,这个速度非常惊人。美国无人机制造商极光飞行科学公司的航空研究工程师丹·坎贝尔(DanCampbell)表示,3D打印技术能让设计师对特定的元件进行定制,以改进无人机性能,大大加快无人机的生产速度,并有效降低生产成本。  3D 打印进入无人机技术领域后,很快就给整个产业带来了积极的影响 3D打印的基本原理 对于3D打印,首先要搞清楚的就是:它的叫法其实是不准确的。确实,3D打印的程序本质上是2D(二维)打印,只不过需要在2D打印的基础上一遍又一遍地打印、一层又一层地叠加,直至一件3D产品最终成型。 通常,2D 打印有多种方式,但都需要将墨水粘在纸上或卡片上。墨水是复杂的液体,由染料、溶剂和其他物质组成。墨水在不使用时保持湿润状态,一旦由打印机打印到纸上,与空气接触后,就会显现出颜色并立即变干。墨水一点点地叠加,在纸上形成字母、文字以及图片,变干后就会自动留在纸上,且保持永久不脱落。 3D 打印就好比把油墨层一层一层地堆叠起来,达到一定厚度,每层厚度只有几微米(一微米等于百万分之一米)。另外,2D 打印的墨水相当规范,而对于3D 打印来说,几乎任何物质都可以充当墨水,比如尼龙、塑料、金属、食材、生物组织,乃至纸张本身等。 在3D 打印机执行打印任务之前,首先要用电脑设计好要打印的东西,比如一只杯子。通常是使用三维建模软件来构建需要打印的物体的3D 模型。这些建模软件有简单实用的,也有复杂专业的,但无论哪一种,都需要进行一定的培训学习才能掌握。当然,如果仅仅是想打印一个和现有物体一模一样的复制品,也可借助3D 扫描仪来快速建模—直接扫描这个物体,比如一块化石或者一个机器零件。有了电脑中的这些模型,用计算机辅助设计软件将这些3D 模型切分成水平薄层,打印机就能按要求把这些一层层的“薄片”叠加打印出来,最终“垒”成要打印的物体。最近,古埃及法老图坦卡蒙国王(KingTutankhamun) 的木乃伊复制品已按实际尺寸打印出来了,罗丹的著名雕塑《思想者》(TheThinker )也是以同样的程序对缺损处进行了修补。这两件作品都是先由3D 扫描仪扫描建模,然后由计算机辅助设计软件对这些3D 模型进行切分,最后用3D 打印机一层层叠加打印出来的。  通过电脑建立模型后,才能在打印机上面打印  建立模型后,电脑还要将模型切分成水平薄层 那么,这些薄层究竟是如何被打印出来的?这说起来稍稍有些复杂,因为3D 打印不止一种方式,现在属于商业用途的至少有8 种,这些方式有些有类似的步骤,有些又截然相反。下面我们来看一看最重要的几项3D 打印技术。 ●立体光固化成型法(SLA) 3D 打印的首次尝试始于20 世纪80 年代。1983 年,美国发明家查克·赫尔(ChuckHull)发明了立体光固化成型法(SLA)。1987 年,SLA 技术开始应用于商业,并沿用至今。3D 打印技术最初被用于打印样机。在21 世纪初期,由于纳米技术使接近原子水平的精度成为可能,SLA 技术得到了飞速的发展。 SLA 技术的主要原理是光聚合作用。利用光敏树脂在遇到紫外线照射时由液态单体瞬间聚合成固态聚合物这一特性,在盛放液态树脂的槽里,用紫外线对光敏树脂进行扫描,使光敏树脂发生光聚合反应,形成固化的薄层。如此反复,层层固化,最终形成一件3D 产品。 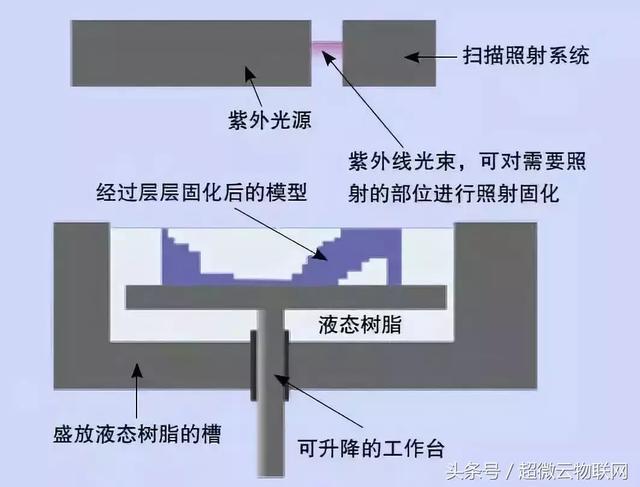 立体光固化成型(SLA)打印工作原理 打印开始时,工作台微微浸没在液态树脂中,使树脂在工作台上均匀地铺上薄薄的一层,紫外线直接照射在需要固化的树脂薄层表面,让树脂薄层发生光聚合反应而固化。一层固化完毕,工作台下降数微米,让液态树脂在固化后的薄层上再铺上薄薄的一层,再用紫外线照射,新固化的一层牢固地黏结在前一层上,如此循环往复,层层固化,直至整个零件制造完毕。 在这里,紫外线按照设计的扫描路径,以由点到线、由线到面的顺序照射到液态光敏树脂表面,使光敏树脂凝固聚合,产生图案。 ●熔融沉积成型法(FDM) 熔融沉积成型法(FDM)是20 世纪80 年代发明的一项3D 打印技术。FDM 技术的打印原理是:将各种热塑性材料加热熔化后由喷头挤出,这些熔融状态的材料冷却(几乎是瞬间冷却)后便会凝固,并与底下的材料黏合在一起—也是一层一层地堆叠。FDM 技术的成本较SLA 低,尤其适合打印塑料制品及某些有机材料产品。 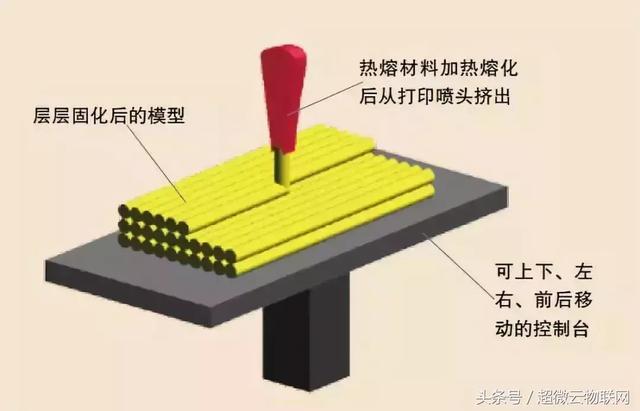 熔融沉积成型法(FDM)打印工作原理 ●选择性激光烧结(SLS) SLS 技术,即选择性激光烧结技术,同样于20 世纪80 年代研制成功。SLS 技术使用粉末材料进行打印。使用SLS 技术打印时,左边的活塞上升,滚筒将粉末铺满工作台,右边的工作台浸没在粉末中,激光直接聚焦于目标位置,当激光打在粉末上,粉末就会与先前的固化层熔合(或称“烧结”)。 当一层截面烧结后,工作台下降,这时滚动装置又会在上面均匀地铺上一层粉末,开始新一层的烧结。如此反复操作,直到整个产品在粉堆里完成。在选材方面,玻璃,聚苯乙烯,以及金属如铁、钛、银、铝等,都是SLS技术的理想材料。 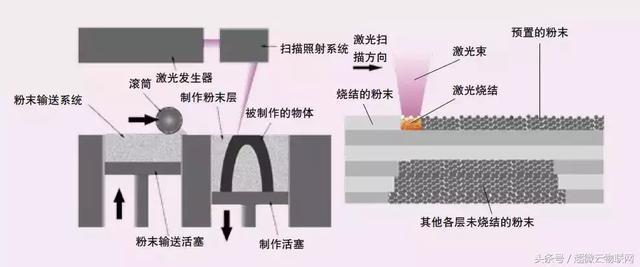 选择性激光烧结(SLS)打印工作原理 3D 打印的软肋 不管3D 打印技术如何颠覆制造业,它还是存在一定的问题。一是传统的3D打印技术会使产品留有层叠的痕迹。通过显微镜观察打印成品,其层叠的痕迹清晰可见,这说明3D 打印的产品除了在顺着打印方向受力时显得坚固而结实,其他结构还存在诸多薄弱点。若要打印抗拉力强的机械零件,情况就不妙了,因为打印出来的零件只在一个方向具备强抗拉能力,当方向转变90°之后,其抗拉能力就会下降50%。二是打印时间长。极光飞行科学公司发现,虽然3D 打印无人机部件比在其他地方定制无人机部件快得多,但并不表示在几分钟之内就能完成打印—事实也远非如此!即使一个简单的物件,3D 打印也要花费数小时。事实上,想要在商业上大规模地使用3D 打印技术,仍然有很长的路要走。正如美国3D 打印公司“碳3D”(Carbon 3D)的总裁约瑟夫·德西蒙(Joseph DeSimone)所说:“3D打印的速度太慢了!”2013 年,3D 打印产业的收入超过30 亿美元,而离设定的2020 年要达到210 亿美元的目标还相距甚远。要实现这一目标,控制打印时长很关键! 德西蒙认为他已经解决了上述两个问题。他是一个高分子化学家、发明家和串行企业家,同时也是美国北卡罗来纳大学教堂山分校(Universityof North Carolina at Chapel Hill)的教授,于2013 年在美国硅谷创立了“碳3D” 公司,2015 年推出新型打印系统—连续液体界面制造技术(CLIP)。 柳暗花明—CLIP 3D打印技术 从技术上来说,CLIP 其实就是另一种形式的立体光固化成型法,其主要原理仍然是光聚合作用,同样是利用紫外线照射光敏树脂,使液体树脂固化。与立体光固化成型法(SLA)不同的是,这里的打印件不是放置在工作台上方由下往上层层打印,而是置于工作台下方。当工作台上升并和液体槽慢慢拉开距离时,打印件就从上往下层层生长。直观看来,像是工作台从液体里面“拉”起了一个物件。 CLIP 技术主要依赖于一种既透明又透气的窗口,该窗口能同时允许紫外线和氧气通过,并能控制氧气进入的量和时间。在这里,作为一种抑制剂,氧气进入后能够在树脂内营造一个盲区,这种盲区最薄可达几十微米(约为2~3个红细胞的直径)厚。在这些区域里,氧气能抑制树脂发生光聚合反应。紫外线发射器把要打印的模型的一个横截面从下方投射出去,只有在没被氧气抑制的区域,树脂才会发生固化。就这样,固化一层,工作台就会微微升起一层的高度,反复完成这一步骤,直到整个模型被打印出来。 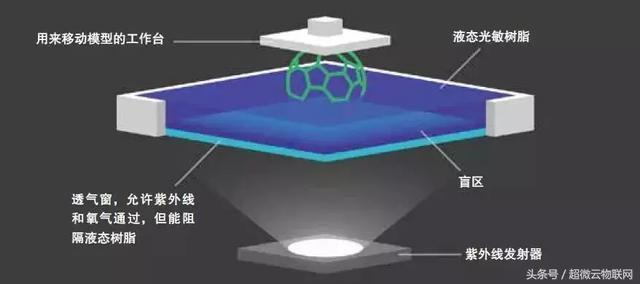 连续液体界面制造技术(CLIP)打印工作原理 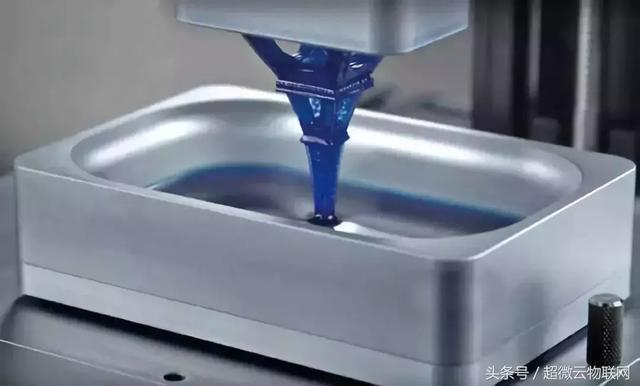 CLIP 打印机正在从液体树脂里“拉”起一个埃菲尔铁塔模型 由于这种打印方法采用的是整层范围的照射固化,因此,其各个方向的抗拉强度十分均衡,而且打印速度较传统的3D 打印快了25~100 倍。比如,一件产品用SLS 技术打印需要3.5 个小时,而用CLIP 技术只需要6.5 分钟! 事实很好地证明了CLIP 技术正是3D 打印产业发展所需的技术推动力。当3D 打印的SLS 技术在30 年前首次被使用时,互联网还没有出现,计算机的性能还不如现在的电子手表。德西蒙及其团队的新思路预示着3D 打印的新时代将要来临。现在,3D 打印已在全球范围内应用,惠及学校、医院,甚至工商界。只要科研人员的研究步伐不停止,人类对3D 打印技术的追求就永远不会停止! (责任编辑:admin) |