解析增材和减材制造的混合加工技术
时间:2017-05-06 15:37 来源:现代激光工业 作者:中国3D打印网 点击:次
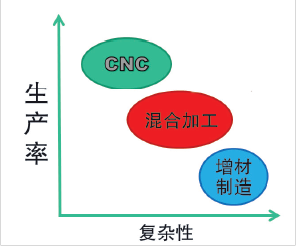
当考虑一个零件是用增材制造还是用减材制造时,一般来说会考虑其复杂性。对于高复杂性的零部件来说,增材制造是一种必然选择,因为它能赋予完整的几何自由度去构建具有复杂内部结构和功能的零部件。基于数控加工的减材制造对于常规形状的零件来说能实现高的生产效率以及非常紧密的公差。因此,越是复杂的零部件,就越适合用增材制造技术,需要说明的是,如果零件规格要求更严格的公差,通常需要用传统的方法。
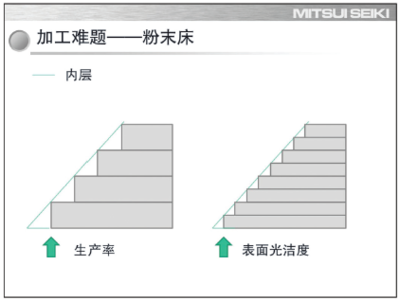
但是,这两种方法都有着各自的优点和局限性。激光烧结增材制造本质上是用激光光束沿着工具路径来熔化昂贵的粉末,一次只创建一个零件的一层。这个过程比传统的数控金属加工速度至少慢了一个数量级。要达到减材制造的速度需要权衡三维中每一层的厚度。你可以用更高的能量输入或是生成更厚的粉末层或是更快的成型以提高生产率,但表面光洁度会受影响。或者你可以接受一个缓慢的过程,来形成较小的层,获得更好的表面光洁度。 甚至可能接受更慢的过程,来形成更薄的层,以获得更好的表面光洁度。在某些类型的数控机床平台,你仍需要后沉积工序。这就是增材制造和减材制造的“斗争”所在。这两种技术被视为互相竞争性的技术,而不是彼此互补。而现在,我们在它们之间搭建起了“桥梁”(见左图)。
混合加工技术能提供从纯粹的增材到减材制造之间的全面选择。混合加工就是这座“桥梁”,我们可以将这两种技术融合在一起,来打印材料,在已有的零部件上添加金属,从无到有构建零件,然后把它们融合在一起。 混合加工 大部分情况下,增材制造的零部件不能满足传统加工的需求。有些功能对表面光洁度或公差有要求,而这不能通过直接材料沉积来获得。在CNC数控机床上增加定向的能量沉积,将能结合金属3D打印的复杂性以及传统数控加工的表面光洁度。 这种混合加工系统可以通过实现较厚的沉积层来最大限度地提高增材制造的生产率,因为能在同一台机器内提高表面光洁度。通过采用一个非常精密的机床,再加上一种调整过的沉积喷嘴,该机器可以从无到有打印零部件或是将材料增加到已有的工件上,然后按照指令进行加工。你可以先打印一点,然后将喷嘴换成铣削刀具进行加工,为下一层沉积做表面处理,再换回喷嘴来沉积下一层材料。或者你也可以打印直到成品完成,然后再加工这个零件。
在Mitsui Seiki(三井精机),我们的混合加工系统是一个5轴加工中心平台,精度为15μm,15,000至30,000rpm的CAT或HSK主轴。和主轴保持一致的喷嘴、光纤激光器、粉末的进料系统,将这些集成到一台加工中心中,我们就得到了一个可以在常规数控加工和增材制造之间来回改变的混合加工系统。 将喷嘴直接载入换刀装置,就像其他常规的铣削刀具一样,多个喷嘴可以支持不同的粉末流速和激光加工工艺。可以最大限度地挖掘其他喷嘴的潜力,来进行局部热处理、表面清洗、部分干燥、烧掉冷却剂、为下一层做表面处理,甚至还可以进行激光钻孔或激光切割。凭借这种混合加工方法,您可以从无到有地打印整个零部件,或是将材料添加到现有的零部件上,或是回收磨损零件来提高耐磨损性,或是修复损坏的零件。 (责任编辑:admin) |

- 上一篇:基于增减材制造的复合加工技术解析
- 下一篇:4D打印相比3D打印更简单更快速