�����Ƹ������õ�3D��ӡ�㲿��(��)
ʱ��:2016-10-12 08:49 ��Դ:�칤�� ����:�й�3D��ӡ�� ���:��
����һƪ�������Ƹ������õ�3D��ӡ�㲿��(һ)���У����ǽ����˼��ּ���Ч�ķ�����Ԥ�Ⲣ��������ij�����������ش�Ҷ����ú�ʵ�ã�������ͨ���Ի���Ի�е����ڱ��κ���������Ľṹ�����⡣�Ͼ��κλ�������εĽṹ�����������Ƭ�ö��١� ��������֮ǰ�IJ��֣�һ��˵������ɡ� ��Ӳ�� �κβ����������ⶼ��������Ϊ������������ԭ����������һƪ��ģ�ͣ�Ҳ�����Ǹ���ª�ĺ�ľ��
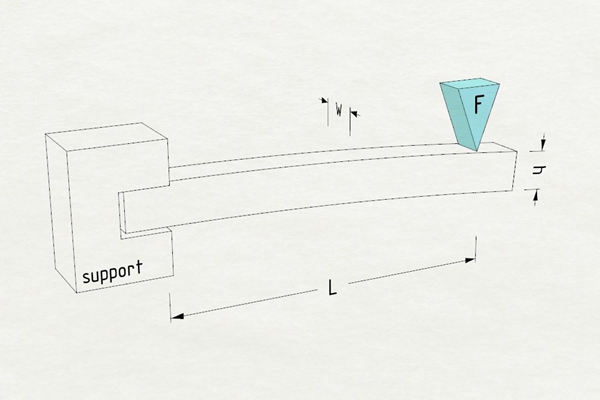
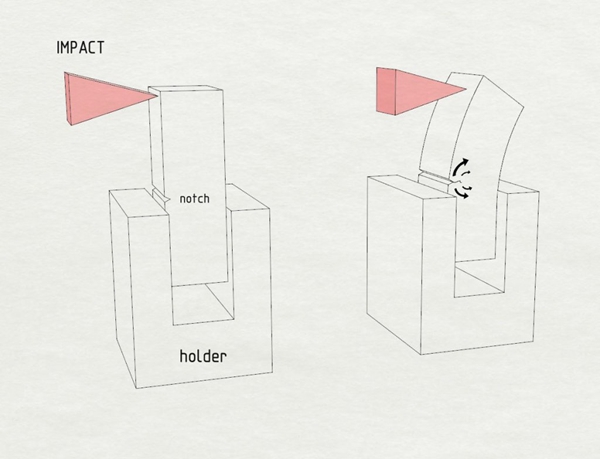
��ľһ����������������� ��ľ������������ȣ�d�������㹫ʽ���£� d = Fbend* L3 / ( 3 * E * Ix ) ���ǿ������ʽ�ͻ����w��ԭ�������ȣ�����ϵ����E���Ǹ����ij�����ÿһ�ֲ��ʶ��и��Ե�����ϵ������ʾ�����ͱ��εĹ�ϵ���ڲ�Ʒ�����ж����г��������⣬�������ƺ���ʩ����F�������Ա�����ϵ��Ҳ����ľ���ȣ�L�������ȣ���Щ��������֮�С� ������Ȥ���ǣ������ȸ�����أ�Ix���ɷ��ȣ�����֮�������������ֺ㶨֮�£������ֱ�Ӿ�������ļ�Ӳ�ȡ���������һƪ���������������Ǻ�ľ����������ʷֲ������ ��Ȼ�������ʽ����¶̫�������������ٻص���һƪ�Ľ���ع�ʽ�� Ix = w * h3 / 12 ԭ����ˣ����κ�ľ�ļ�Ӳ�Ȳ��������ȣ�w�������ȣ�Ҳ����ȣ�h�������ȡ������ʽ�������ھ��κ����棬������������״Ҳ�����������ԡ� ��Ȼ��ѧ�����е��������Ż�����һƪ���ܵ�ʵ�飬���ǰ�����ij�����������Ϊ������������һЩ�����ʽ�Խ���ص�Ӱ�죺 1. �ѿ���������������Ȼ���ȣ�w�������Եķ�ʽ������������ʽ������������������Ӳ��Ҳ��������������Ӧ��ûʲô������ġ� 2. �ڶ�����ʽ�ǰѺ�ȣ�h����1mm��Ϊ1.73mm��������������1.733 / 13 �� 5.18��������֮��ֻҪ����һ����ȣ�������ø���̣���Ӳ�Ȼ��������屶������Ȥ�ɣ� 3. ��������ʽ�Ǵ��칤��������֮ǰ˵���������Ľ�������Լ��㣬������CAD�����������������ɵó�Ix��ֵ�仯�����Ͼ���ȷ�Ͻ���ش�ԭ��~0.417 mm⁴ ���~3.246 mm⁴�������������˰˱������Ǿ��˵ijɳ���������ԭ��Ԥ�Ƶij���������̫���ˡ� �������������״��һ���ɽ����������������������������������DZ�ϩ�棨ABS���;�����ͪ��PEEK���ȸ߽ײ��ϣ�Ҳ��һ���ܹ��ﵽ������磬��ʵ�ϣ���������Ҳû���������͡� �������ν��ҵ��Ƽ��������뺽�켶���ʣ�ֻҪ���������������ܽ����������á���̡�������С�ɵ��ŵ㡣 ���ֵĴ����⣺�ͳ��ǿ�� ԭ���ϣ��ӿ�����ǿ�ȡ�����ǿ�ȺͿ�ѹ��ǿ�ȣ����¿��Կ����ض����ʵ����ܣ�����ʵ���Ǹ������в�࣬��������ð�վ��������ž۱�ϩ��ά�Ƴɵı��ʺ��ܵ����ſڣ��ѱ��ʺ�ֱ������ˮ��ǽ�����ᵯ�������������Կ��л��������ʵı��ʺУ���ֻ�����һƬƬ����������ûʲô�������л������Ŀ�����ǿ�������Ǿ۱�ϩ��ά������������Ȼ�������Ρ� ԭ���Ǿۺ������ͻ�������ľֲ����ʱ��������ʵʱ��ɢ��һ�����������е���ˮ�͵��۵ľ���ʵ�飬һ��С�ķ�����ײ�ͻ��ˡ�Ϊ�˼����ܽ���Ӧ������ײ��������ʦ���һ����Լ��Եķ�������Ϊ���ͳ��ǿ�Ȳ��ԡ���ר�Ų���������ڴ�ײ��ʱ��ɥʧ�������������������ֵ��������ǿ�Ȳ�û��һ���Ĺ�ϵ��ȴ�DZȽϸ������ʼ�Ӳ�ȵ�Ȩ��֮�ơ�
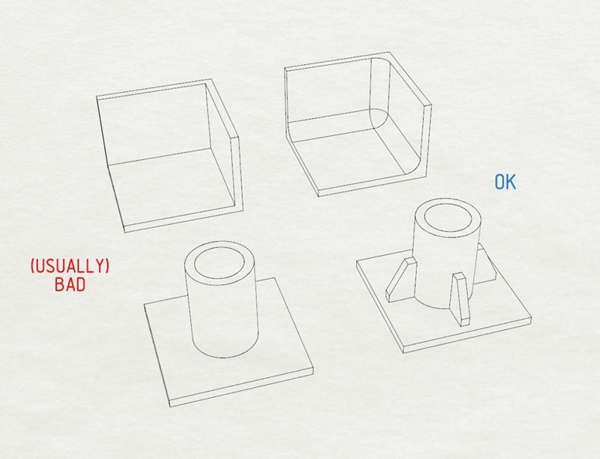
���ǵ�һ�»���̽�ָ������ʵIJ��Խ��������������עһ��Сϸ�ڣ�����������ȱ�ڡ�ȱ�ڵ�λ�þ����������壬�������������ĵط����������в��϶��ܹ�ͨ�����Զ�û�в��Եı�Ҫ�ˡ� ����������һ�����С���ϣ���ҵ���ʦ���ᾡ���������Ե���Ǻ�ȱ�ڣ�������ܳ���ͻ���������ѹ������һ�������Ľ�������Ǽ�����Բ�ǻ�챰�����ɢѹ����
��Բ�Ǻ�챰�ɷ�ɢ�ֲ�ѹ�� ��Բ�Ǻ�챰�ɱ������ߣ���˲�����ζ������ӣ������ƾ����Ŀǰ����ʽ��������������Ҫ�ԣ���֮��Ҫ���ü�ɬ������Ԫ�ط������ߣ������������������Щ��ѹ�����ϰ�ߡ�
��Բ�Ǻ�챰�ɼ�ǿ��ǵ��ͳ��ǿ�� ��Ȼ��ˣ����ʵ����ز���Ҫ�� ���ʵ�Ȼ��Ҫ��������Ҫ��������������������ø߽�ԭ�Ͳ��ϣ�������ʵ�����������ܵ���Ƽ��ɣ����������첻�������⣬������������������Ҫ������ͱ�������������ٽ��Ե�� ���������������ֳ���ԭ���ܽ������ԣ��Լ������������е���;��
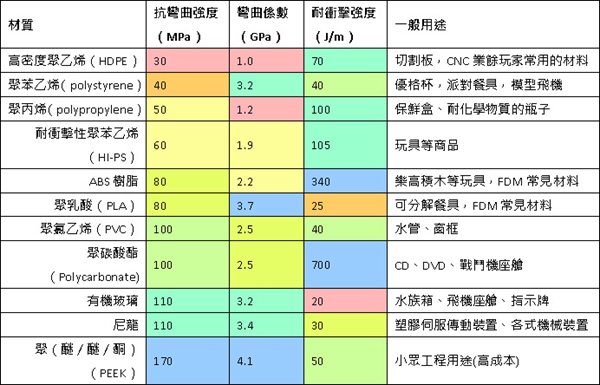
��������Ǿ�����ȷ�ģ��Ͼ���ͬ�ľۺ���Ҳ�ֳɲ�ͬ�ĵȼ�����������Ҳ�����������ܻ����Ƚṹ�ڲ����ʶ��ı䣬����Щ��������������ڳ��������и�������� ��Ȥ���ǣ���Щ����Ҳ¶��DIYר����ϵļ����I�ޣ��������ۼ��Ƽ�����FDM�����õľ����ᣨPLA������������������3D��ӡ���������̻������ܻ����������������������ȴ���ܴ�����Ϳ�����ǿ�Ⱥͼ�Ӳ�ȡ� �ͳɱ�FDM�Ƴ̾���ʹ�þ����ᣨPLA����ABS��֬����������ƽ��ǿ��ͨ��Ҳ����Ϊ������̶��������������ϲ㡢��ά˿��ȡ����覴ã��Կ�������������ԭ�͵ı��֡� CNCҵ����ҳ��õIJ���Ҳ��һ���ȽϺã����ܶȾ���ϩ��HDPE�����Ƴɵ�������ᱡ���ŵ��ǵ��Լѣ�ȱ���Dz��ʺϾ��ܻ�е���̡���һ�ֳ����������л��������Ӹ������������Dz��������ϣ��������ȴ�͵����У������ڼӹ�������Ҳ����Ӧ������֮�ݡ� ������˵��3D��ӡ����CNCҵ����Ҿ�����ѡ�����������IJ��ϣ���Ϊ�������õ�ѡ��Ҫ��������ȡ�ã��������Դ�������Ҳ���Ҵ���CAD��֬���Ƶ�ԭ������ҵ������ܾ����������ֽ��ܽ��ľ��硣 ��Ȼ������������ô�Ƚ�������֬�� �𰸺ܼ�����������б������һЩ���ŵľ۰�����polyurethane�� ������֬����������д����ԵIJ�Ʒ���Ծ�֬��polyester���ͻ�����epoxy����֬�Ƴɡ�
�����ϣ�����DIY��ҵ�������֬���������������ǿ�Ȳ��㣬��Ҳ����û���ŵ㣬�Ͼ�������֬ͨ�����״��������Ҵ���������������˵����е���Բ�û����ô��Ҫ�� �����ϲ��־۰�����polyurethanes���������ȹ����ܽ������ã��������ϳ����ۣ��ѣ��ѣ�ͪ�� ��PEEK��������Ҫ���ǣ�ʹ���߲��Ѵ���֮�������ܴ������������֬�ı��֣���������ĥ��IJ�����ά��������������ǿ�ȡ��ӱ�����ϵ���������������������� ���� ���������ܵ�ƾֱ�����������ר��Ҳ��Ҫ������֪ʶ��ʵ�����顣��Ҳ�ѹ�DIY�ճ���Ʒ�ѵй�����Ʒ��������������������Ҳû��������ʡǮ�� �߽�е���̺Ͳ��Ͽ�ѧ�������ܲ����ˣ�������û��PRN�������ͼ���ߣ������в��ٵ�����ֱ���Ĺ����ܳɹ�ʵ�֡���Ȼ��������ҵȡ����ѧ����Щ��ҵ��Ƽ��ɣ������ǰ�����ҵ����Ϧ����ҵ������������������ġ� (���α༭��admin) |


- ��һƪ�������Ƹ������õ�3D��ӡ�㲿����һ��
- ��һƪ���������ģʽ��3D��ӡ����Ӱ��