FDM 3D打印机究竟可以打多高的精度?
时间:2016-02-15 23:11 来源:百度贴吧 作者:中国3D打印网 点击:次
| 看了几个贴子。有人在讨论精度。我玩机时间不长,就一年。买的普通FDM机。说一句。FDM的3D打印机结构都差不多。买贵了提升不大。但也不建议买1500元以下的入门货。 我喜欢军事模型,我只打小而精致的东西,但是光固化机买不起。于是我把大部分时间花在提高FDM精度上。发个图片,自认为到极限了。层高0.05。挤出头0.3mm。但是我走的0.2的切片间距,一种欺骗打印机的搞法。大家0.4头子的可以设置成0.3提高精度。还是有点用的。  
除了欺骗机器。最有效的方法就是换头了。不过换头会带来几个问题。动手能力不强就别搞了。
好不容易搞定漏液。结果打印时还没原来好。各种问题。接下来就要摸索设置软件了。我把我的经验说下。有换了头子(作死)的可以参考下,我不一定对。你自己根据自己的情况来。
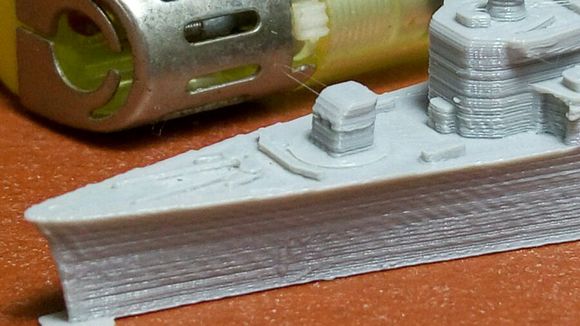
我现在常用的精度是层高0.06mm。切片间距0.25mm。这里有个现象。一个3小时左右的文件,如果你把层高调到0.07时间也许不变。调到0.05时间会莫名增加30分钟。大家要注意,选一个性价比高的值。有人发贴0.02到0.2精度的打印。那个飞机翅膀的对比图就做的很好,一目了然。但是别和光固化机比,打死也比不上。我是支持那个打印层高0.02mm的帖子的。因为我喜欢高精度。我觉得那个帖子打印飞机层高变化的对比图不错,一目了然。我也曾经研究过。但是层高0.02要换0.2的头子才行。要不会溢出过多。一般家用FDM机0.4的头子最多到层高0.05mm。换挤出头才是最直接的方法。别和光固化机比。比不上的。吧里很多图片是骗人的,FDM机打细小零件,由于太集中,无法及时散热。细小零件会过热堆积。我的解决办法是旁边50毫米放一个一样高的柱子。不过也不能完全解决。刚打印的。 |


- 上一篇:锻造与EBAM 3D打印,区别有哪些?
- 下一篇:光固化(SLA)3D打印机选购指南