什么是冷金属融合(Cold Metal Fusion)3D打印?(2)
时间:2023-10-07 16:48 来源:南极熊 作者:admin 点击:次
迄今为止,四家 SLS 机器制造商已与 Headmade Materials 合作进行开发: ●EOS ●Nexa3D ●Sintratec ●华曙高科 预计会有更多 3D 打印机制造商加入,其中还包括精选的后处理机器制造商。这个 CMF 俱乐部被称为冷金属融合联盟。设备和软件制造商联盟合作提供捆绑产品,帮助用户在还没有设备的情况下开始使用 CMF,他们将自己的产品打包成两个捆绑包:CMF LabSystem 和 CMF JobShop。 CMF LabSystem 是测试和小批量生产的基本选项,包括以下内容: ●Sintratec S2 SLS 3D 打印机和材料处理站,用于除粉和真空清洁解决方案。 ●Lomi 30 升脱脂站具有集成的溶剂脱脂和溶剂回收站。 ●Carbolite 8 升管式烧结炉,配备针对 CMF 优化的自动管式烧结炉、触摸屏控制和 1,300°C 的最高工作温度。 CMF JobShop 捆绑包专为那些有兴趣开发自己的生产线的人而设计,包括以下内容: ●华曙高科带除粉站的 SLS 打印机 ●Lomi 50 升自动排胶站 ●Carbolite 25 升间歇式烧结炉,具有精确的气氛控制、1,600°C 的最高工作温度和水冷炉壁。 更多捆绑包和选项正在开发中。或者,可以根据所需的零件或业务需求来设计和创建定制的生产解决方案。 谁在使用冷金属融合?  △采用 Cold Metal Fusion 技术为 SturdyCycles 打印的钛自行车曲柄 对 CMF 感兴趣的公司和制造商可能正在寻找一种更经济的粘合剂喷射替代方案,用于小批量的金属部件,或者希望利用现有的 SLS 硬件投资扩展到金属部件。但 CMF 对金属注射成型公司尤其有吸引力,这些公司已经拥有金属除胶和烧结方面的专业知识,并且现在可以为其产品添加更快、更便宜、更灵活的制造方法。接下来让我们看一下谁在使用此工艺,将这项令人兴奋的新技术用于最终用途零件。 得益于 CMF,去年定制公路自行车制造商 Sturdy Cycles 宣布将其钛合金零件生产转为 3D 打印。据报道,该公司董事 Tom Sturdy 是一家富有创新精神、热爱技术的自行车车架制造商,他被 CMF 准备工作减少所带来的效率所吸引。用于Sturdy Cycles 高速、轻型、运动型公路自行车 The Fiadh 的多个组件由钛合金零件专家 Element22 与 CMF 发明者 Headmade Materials 合作生产,包括车座、车把、中轴、曲柄组和后下叉。由于这些高性能自行车的独特性质(和成本),尺寸是根据每位骑手量身定制的。凭借 CMF 技术的稳定性和由此产生的可重复性,现在可以更经济地大规模实现这一目标。 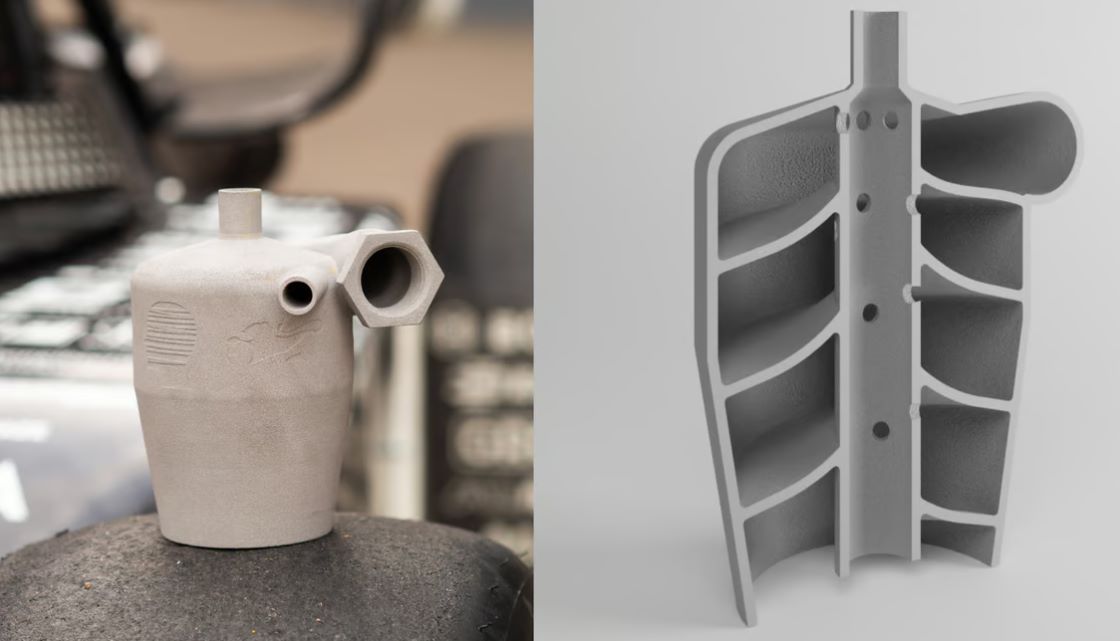 △这种钛制油气分离器采用冷金属融合技术制成,重量轻,负载能力高 为了更多地使用该技术,在国际学生方程式比赛中,代表德国埃斯林根应用科学大学的团队获得了采用 CMF 技术生产的油气分离器,这是 Headmade Materials 赞助的一部分。预计将提高 Stallardo 21 赛车最大性能的是由钛合金 Ti6Al4V 制成的重量优化的高负载能力部件。未来,公司预计该技术的应用通常会登陆高端消费品市场,包括奢侈品行业、汽车,以及航空航天、医疗和精密机械领域的高科技材料。 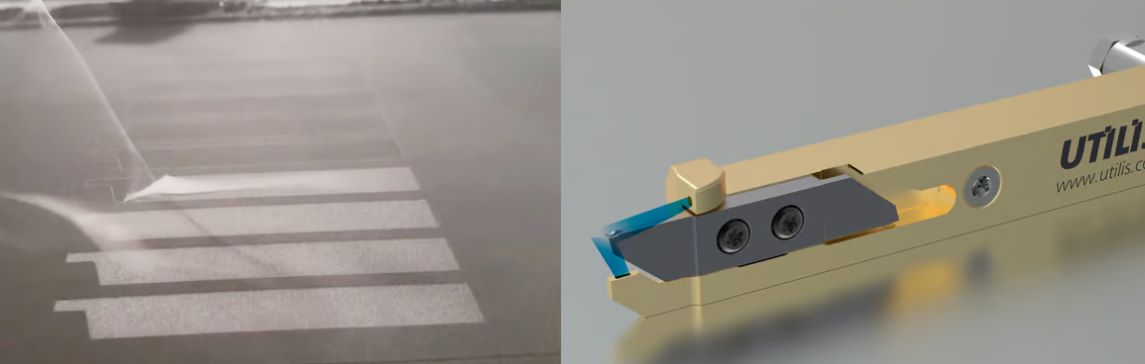 △德国工具制造商 Utilis 使用 Cold Metal Fusion 打造了一种新型切削工具,其内部冷却通道可提高效率 另一家转向 CMF 的公司是德国模具公司 Utilis AG。它与 CMF 零件制造商 MIMplus 和 Headmade Materials 合作,共同开发了 M2 工具钢切削刀柄,该刀柄具有独特的内部冷却液通道,可将切削刀具性能提高近 185%。得益于新的集成冷却系统,Utilis 的客户现在有机会将其切削刃的使用寿命延长一倍或提高其切削价值,而无需经历更高的磨损。由于冷却通道的直径极小,需要在不破坏生坯部件的情况下清除粉末,因此集成冷却系统只能通过 3D 打印实现。 金属零件特性  △2023年9月,制造聚合物3D打印机的Nexa3D进军金属3D打印市场。他们没有推出新机器,而是推出了 Headmade Materials 的新材料,可以在选择性激光烧结 3D 打印机上生产金属零件 根据冷金属融合联盟白皮书,冷金属融合金属部件的特性完全可与金属注射成型相媲美。下图由冷金属熔合联盟提供,显示了不锈钢 316L 和钛 Ti6Al4V 零件的屈服强度、拉伸强度和总伸长率的零件特性的归一化或标准化值。在 EOS Fromiga P110 SLS 3D 打印机上使用 ColdMetalFusion 生产的金属零件超出了这些标准。 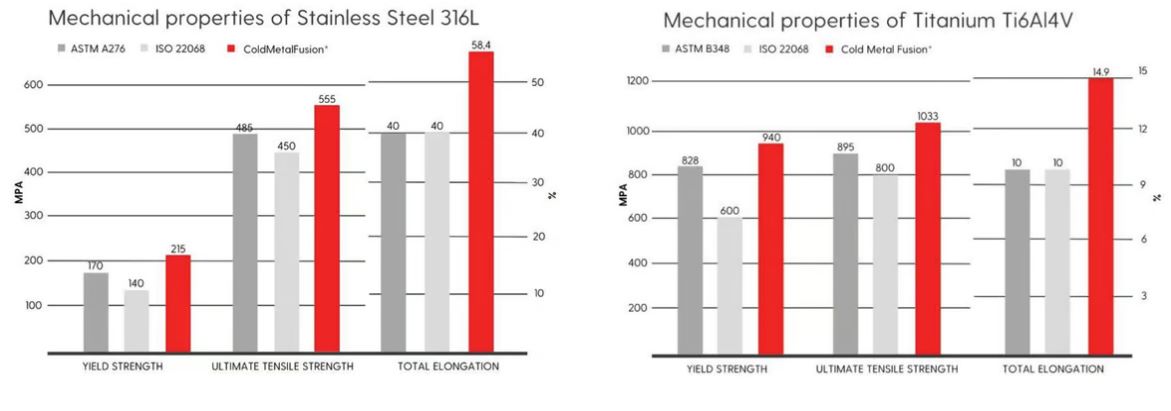 △使用 Cold Metal Fusion 采用 Headmade Materials 不锈钢和钛原料制成的零件的屈服强度、极限拉伸强度和总伸长率超过了金属注塑零件的标准 当谈到零件密度时,冷金属融合联盟表示,结果取决于材料、打印和烧结工艺,但不锈钢 316L 的密度通常优于 97%,液相合金的密度高达 100%。通过优化每个金属部件的工艺步骤,可重复密度可以达到 99%。 通过优化的工艺参数,尺寸精度约为 ±100 微米或更高。其表面质量可与其他 3D 打印零件(例如金属粉末床熔合或金属粘合剂喷射)相媲美。如果需要更好的表面质量,可以在烧结前对生坯部件或在烧结后对金属部件进行额外的后处理。零件还可以进行机械加工和抛光以满足光洁度要求。 使用冷金属熔合生产的金属部件的硬度等特性与基础合金的特性相对应。根据冷金属融合联盟材料的说法,这也意味着其他 3D 打印技术通常用于减少内部零件应力或达到特定硬度的热处理或交联是不必要的。金属部件的硬度由底层合金和烧结工艺决定,而不是由 3D 打印工艺决定。目前,无需后处理步骤即可实现高达 60 HRC 的硬度。 热等静压 (HIP) 也可用于 Cold Metal Fusion 生产的金属零件,以改善金属零件的密度和晶粒结构,但联盟建议优化零件设计和参数,以避免这种额外的后处理步骤。 (责任编辑:admin) |
- 上一篇:7大类主流的3D打印技术,一文全部看懂
- 下一篇:没有了