中南大学金刚石复合材料激光增材制造热演化及热损伤机制的研究
时间:2022-10-06 11:56 来源:3D科学谷 作者:admin 点击:次
激光增材制造技术从原理上突破了传统构件的结构设计和制造模式,能够实现复杂形状金刚石工具精密成形。然而,在激光增材制造过程中,金刚石极易受到激光直接辐照和熔池瞬时高温的影响而造成热损伤。因此,金刚石的热损伤控制是激光增材制造能否广泛应用于金刚石超硬复合材料制备的先决条件和关键因素。 中南大学粉末冶金国家重点实验室、河南黄河旋风股份有限公司等单位的学者对于激光粉末床熔融增材制造金属基金刚石复合材料中的金刚石磨粒热演化和石墨化进行了研究。相关成果发表在国际著名期刊Virtual and Physical Prototyping上。本期将分享这一研究的研究背景、研究亮点、研究结果,以及这项研究对于我国复杂形状金刚石工具制造与高端金刚石超硬制品制造领域的意义。
https://doi.org/10.1080/17452759.2022.2121224 该论文共同第一作者为马青原、彭英博,第一完成单位为中南大学,通讯作者为中南大学张伟副研究员。
超硬工具制品在硬、脆等难加工材料的精密、高效、节能制造等方面具有不可替代的作用。金刚石作为最硬的材料,其工具制品(包括钻具、刀具和磨具),占超硬工具的总量80%以上。我国合成金刚石颗粒总产量占世界的95%以上,原料品质已达到国际先进水平。然而,我国高端金刚石工具制品仍然不能完全满足高精密、长寿命等加工要求。 当前金刚石复合材料领域的主要技术瓶颈在于:工具制品结构-功能一体化设计与制造技术亟待提升,现有结构形状较简单、加工效率低,缺少如多孔体、内流道等复杂形状结构,金刚石磨粒有序排布、材料成分梯度分布等特殊微结构,以提升容屑、冷却、缓解应力的功能。结构-功能一体化是提高金刚石工具加工性能的重大发展方向。增材制造技术从原理上突破了传统构件的结构设计和制造模式,能够实现复杂形状金刚石工具精密成形。加强高性能金刚石工具制品增材制造技术的研发,推动金刚石行业技术升级和结构调整,是支撑国家发展战略顺利实施的重大任务。 激光增材制造技术是增材制造技术中最具代表性的一类,在增材制造技术领域扮演着重要的角色。近年来,国内外学者及研究机构围绕金属基金刚石复合材料激光增材制造方向开展了较为丰富的探索性研究工作,并取得了一系列成果。 目前的研究热点主要围绕内结构成形、工艺参数优化、界面组织结构演化以及基础力学性能评价等方面展开。然而,在激光增材制造过程中,金刚石极易受到激光直接辐照和熔池瞬时高温的影响而造成热损伤。因此,金刚石的热损伤控制是激光增材制造能否广泛应用于金刚石超硬复合材料制备的先决条件和关键因素。有部分研究表明,激光增材制造会导致金刚石出现热损伤,主要形式为金刚石磨粒表面的石墨化转变。过度的石墨化转变将严重影响金刚石颗粒强度及复合材料的综合力学性能。但是截止目前,金刚石磨粒在激光增材制造中的热演化过程,以及诱导金刚石表面石墨化转变的主要原因与机理却鲜有报道。 基于以上背景,中南大学粉末冶金国家重点实验室、河南黄河旋风股份有限公司等单位的学者,围绕高能激光束和高温熔池两个影响打印过程中金刚石石墨化行为的关键因素,选取典型的金刚石工具用金属结合剂CuSn10粉末,采用粉末床熔融(Powder bed fusion- laser beam,PBF-LB)技术制备了CuSn10-金刚石复合材料。该研究团队利用ANSYS有限元模拟软件,首次重现了PBF-LB过程金刚石磨粒的热演化过程,并结合实验验证了该过程中石墨化转变的温度阈值,建了“PBF-LB工艺-磨粒温度-石墨化程度-力学性能”的定量关系模型,该研究为金属基金刚石复合材料的激光增材制造工艺设计与结构-性能相关性预测提供了一个很好的策略和路径。
该研究团队所开展的工作包括以下几个研究亮点:
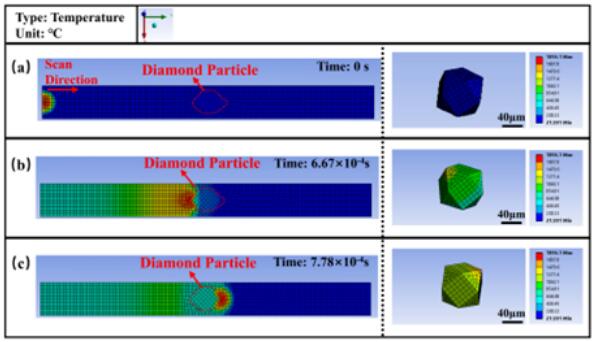
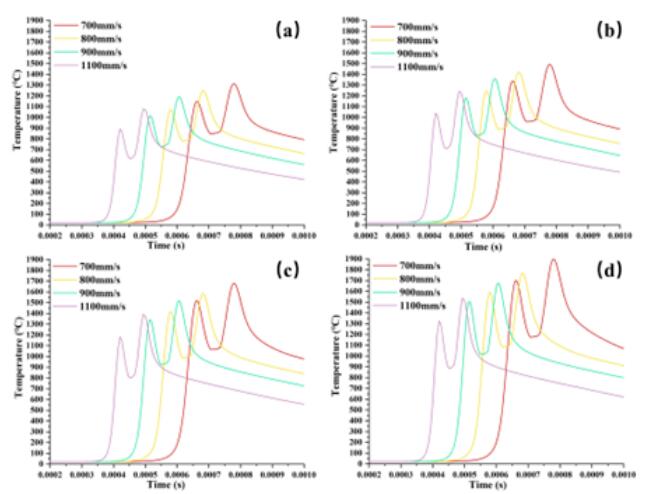
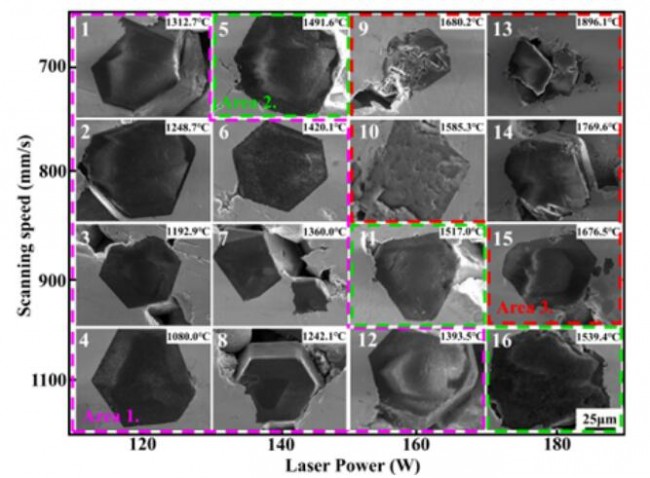
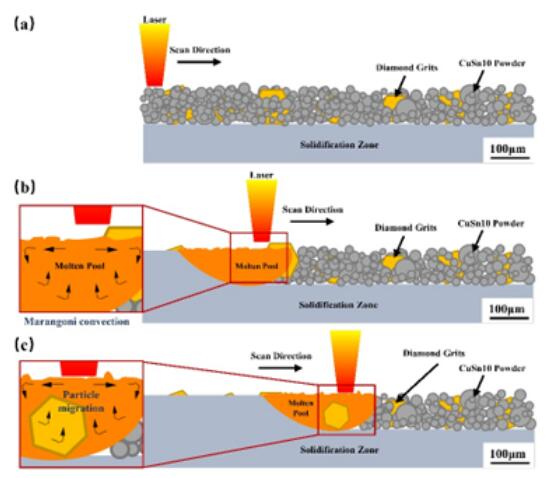
在金刚石超硬复合材料的激光增材制造中,金刚石和粉末材料参数以及激光工艺参数是影响其成形质量的主要因素。金刚石具有优良的导热性能,它会改变合金熔体的局部导热能力和温度分布,从而影响熔池形态、金刚石附近的微观组织和成形质量。此外,由于金刚石高温热稳定性较差,当与高温熔池接触时,容易发生氧化、石墨化、化学侵蚀等热损伤。因此,建立一个定量关系来准确评价金刚石磨料的热损伤行为及其相关的微观组织-性能特征,为工艺参数与成形之间的关系提供基础支撑,是极其重要的。 研究发现:(1)熔池移动进程中金刚石磨粒温度呈现两个峰值,分别对应金刚石磨粒与熔池部分接触和完全浸入熔池时刻。此外,不能简单地基于激光能量密度来评价金刚石状态,激光能量密度与熔池(金刚石磨粒)温度并非呈线性关系。(2)PBF-LB激光能量输入远小于金刚石石墨化的理论烧蚀阈值,因此金刚石石墨化不是激光直接照射引起的,而是高温熔池的热效应所致。CuSn10 -金刚石复合材料在PBF-LB过程中石墨化的临界温度为1491.6℃。(3)复合材料的磨损性能随石墨化程度的增加而降低,摩擦系数由0.62增加到0.75,磨损深度由97.16μm增加到118.29μm。磨损机理随石墨化程度的增加呈现磨粒磨损→粘着磨损/磨粒磨损→三体磨损/粘着磨损的显著变化。
增材制造技术从原理上突破了传统构件的结构设计和制造模式,能够实现复杂形状金刚石工具制品精密成形。通过增材制造技术的不断创新,实现复杂形状金刚石制品的制备和高性能化,有效解决复杂结构金刚石超硬材料制品效率低、精度差、服役寿命短、加工难度大的难题,大幅提升金刚石复合材料工具制造对重大加工需求的灵活设计、快速反应和生产能力,降低研发成本,缩短制造流程和周期,提高产品服役性能,从而加快改变我国高端金刚石超硬制品长期依赖进口的被动局面,提升我国高性能金刚石制品的研发能力,支撑高端制造业和相关产业的发展,解决国民经济和国防建设的重要需求。 (责任编辑:admin) |