盘点开创金属增材制造后处理技术公司,流程自动化程度不断提高
时间:2024-07-03 09:55 来源:南极熊 作者:admin 点击:次
导读:后处理是金属增材制造工作流程中的一个重要阶段。金属增材制造后处理包含多种不同的技术,可能涉及基本增材制造程序(如支撑去除)、与增材制造生产过程无关的程序(如零件分类)以及特定于工艺的程序(如脱脂)。金属增材制造(AM)后处理所需的阶段数量取决于增材制造工艺的类型、材料和零件本身。

以下是金属增材制造后采用的最常见后处理技术的非详尽列表,以及为每种技术提供解决方案的一些领先公司。
除粉:Solukon
对于 LPBF 和其他使用粉末作为原料的金属增材制造形式而言,粉末去除或除粉是后处理的关键阶段。零件制造完成后必须去除多余的粉末,以便清洁零件、消除安全风险并收集粉末以供重复使用。

独立的粉末去除系统采用部件旋转、振动和压缩空气相结合的方式,确保彻底去除粉末。对于钛等活性金属粉末,还需要使用惰性气体系统来防止爆炸风险。德国 Solukon Maschinenbau
GmbH是粉末去除解决方案领域的领导者,专门从事自动除粉。Solukon
与西门子等公司合作开发了智能除粉系统,用于具有深通道和其他复杂特征的高度复杂部件。Solukon 最著名的系统是 SFM-AT 系列,它提供自动
2
轴旋转、粉末锁定、可控频率振动、使用压缩空气或惰性气体手动除粉的手套口以及手动操纵杆控制等功能。正如我们将在本电子书中详细介绍的那样,该公司还刚刚发布了一款用于中型部件除粉的新系统
SFM-AT350/-E。
移除支撑:Rivelin Robotics
支撑拆除是金属增材制造后处理中一个具有挑战性且劳动密集的阶段,尤其是在零件易损的薄壁部分。支撑拆除通常涉及使用带锯从构建区域切割零件,然后使用较小的手动工具从零件表面拆除支撑。由于拆除支撑需要时间和劳动力,因此高效且最少地放置支撑是
DfAM 的一个重要领域。

支撑移除过程的自动化是金属增材制造的一个发展领域,从长远来看将有利于增材制造生产。英国的 Rivelin
Robotics是一家开发该领域技术的公司,该公司使用“最先进的传感器和工艺”以及机械臂来执行金属增材制造支撑移除,将运营成本降低了 10
倍。GKN Aerospace 和英国国防部是 Rivelin 的 NetShape Robot 的用户之一。
脱脂和烧结:Elnik Systems
粘合剂喷射和金属挤压等增材制造工艺以及金属注射成型 (MIM) 等非增材制造工艺需要脱脂和烧结等后处理步骤,以去除非金属粘合剂材料并强化剩余的金属结构。
在粘合剂喷射工艺中,增材制造系统将液体粘合剂沉积到金属粉末上以制造金属部件。它比烧结或熔化金属粉末的工艺更快。然而,在后处理过程中,必须使用热量、溶剂、水等将粘合剂材料从生坯金属部件中去除。脱脂后,在略低于金属熔点的温度下在炉中进行烧结,熔合金属颗粒并产生致密的金属部件。

△DSHTechnologies 的 Elnik 炉
脱脂和烧结技术的领导者是新泽西州的 Elnik Systems及其姊妹公司 DSH
Technologies。Elnik 拥有 50 多年的行业经验,提供世界领先的第一阶段脱脂系统和第二阶段脱脂和烧结炉。2023 年,Elnik
与 HP 合作,为 HP 的金属增材制造系统提供烧结解决方案。
物料转运:福克曼
金属增材制造中的材料处理可视为预处理和后处理阶段。任何材料处理过程都必须优先考虑安全性和清洁度,以及高效地向增材制造系统输送材料和从增材制造系统输送材料,从而保护操作员免受粉末的侵害。集成材料处理系统可能与粉末去除系统有一些重叠。
后处理的材料处理阶段可能涉及增材制造粉末的干燥、增材制造系统的(自动或手动)填充、从增材制造系统中去除用过的粉末、筛分用过的粉末以及其他步骤,这些步骤将根据所部署的金属增材制造技术的类型而有所不同。
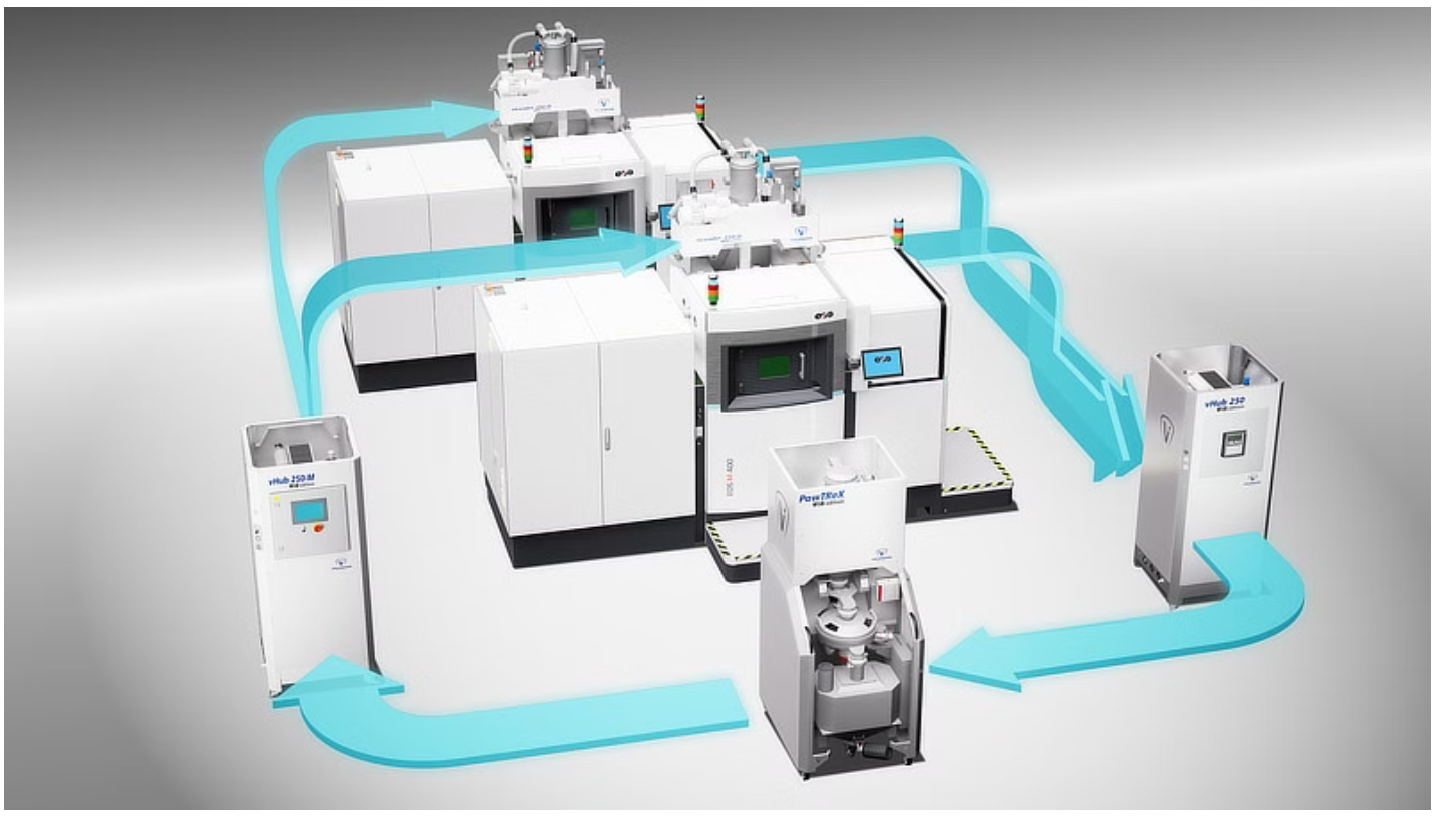
2023 年,金属增材制造领导者EOS 与德国另一家公司
Volkmann合作,提供自动化、可扩展、闭环金属粉末处理解决方案,适用于最多六台 EOS M L-PBF
增材制造系统。联合开发的系统具有自动补料、干燥和中央粉末处理系统等功能,可提供 24/7 全自动粉末处理。
零件识别和分类:AM-Flow
大规模生产级金属增材制造需要后处理步骤来识别和分类成品部件,就像传统装配线制造流程中需要的那样。最有效的生产规模识别和分类系统使用机器视觉形式来自动执行该过程。
工业 4.0 零件识别和分类系统通常包括具有光学零件识别功能的机器、用于将零件分类为不同类别的传送带系统,以及包装机、质量检测系统和拾放机器人等可选组件。

增材制造零件分拣领域的领军企业是荷兰的 AM-Flow
公司,该公司提供大量模块化识别、分拣和工厂管理解决方案,包括其 AM-Vision、AM-Logic 和 AM-Sort
机器,这些机器采用了该公司尖端的机器视觉和人工智能技术。其用户包括汽车巨头宝马,据报道,宝马在安装 AM-Flow
解决方案后,将增材制造零件分拣所需的时间缩短了一半。
测量与检测:Theta Technologies
对于最终端应用部件的增材制造生产,测量和检查是重要的后处理阶段。对于尺寸和公差,可以使用 CMM 等标准设备。但是,内部检测需要其他技术。
与铸造和机械加工等金属制造技术相比,客户对 AM 的测量和检查要求可能更高。增材制造与这些技术的不同之处还在于,金属零件可能具有很大的内部复杂性,包括部分空心部分、通道和其他内部特征。内部零件检查需要特殊的无损检测技术。
英国的 Theta Technologies是增材制造部件无损检测方面的专家。Theta
的检测设备(在尖端的 RD1-TT
系统中得到展示)利用非线性共振技术,使用声波检测增材制造部件的内部缺陷,快速提供金属部件的通过/失败测试结果。它已成功用于验证金属增材制造阀门以及涡轮叶片等非增材制造部件。
热处理:Quintus Technologies
使用 LPBF 等技术制造的部件受益于热处理,热处理可以减少部件孔隙率、消除缺陷和内部应力并提高强度。金属增材制造部件的三种常见热处理是固溶处理、应力消除和热等静压 (HIP)。
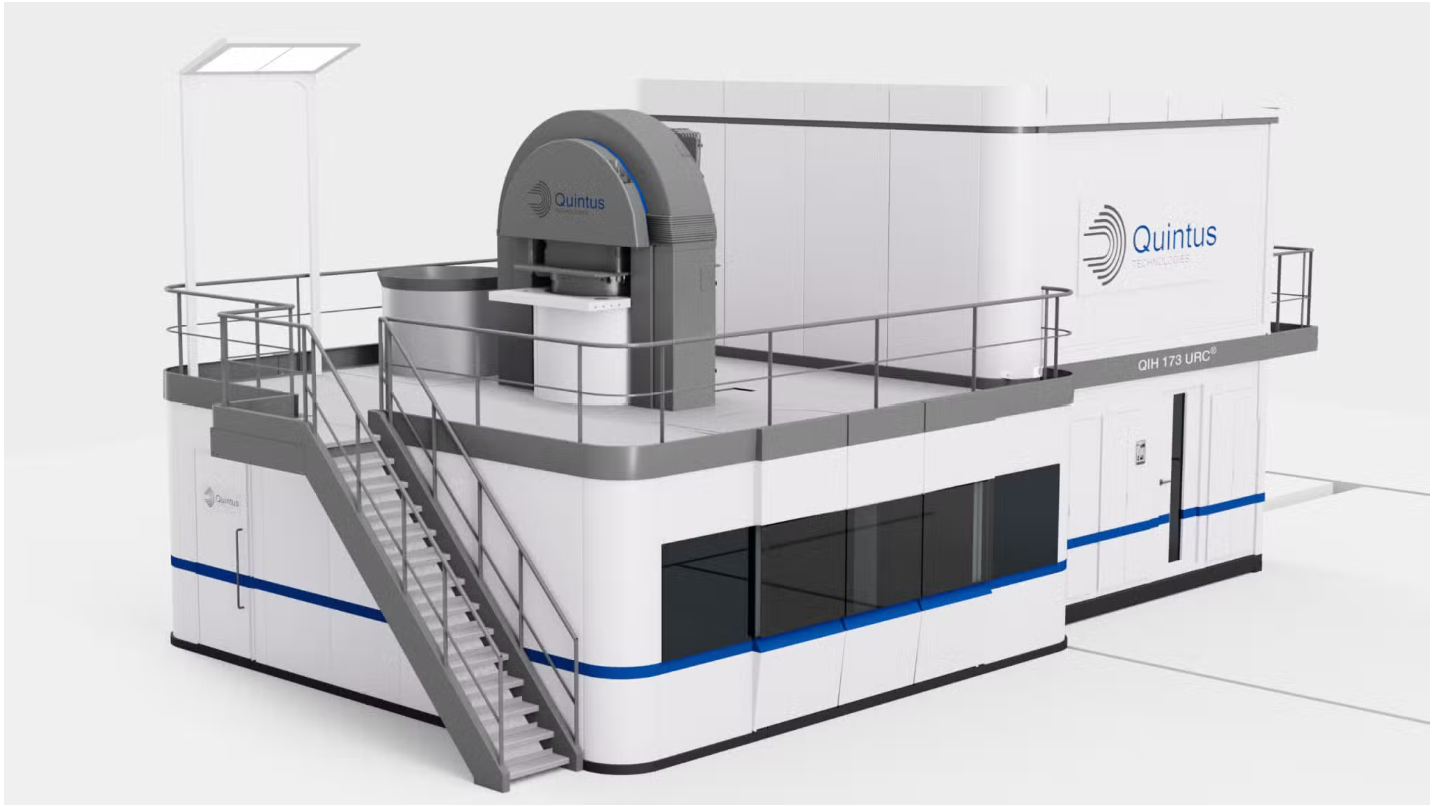
△Wallwork位于伯里的全新 2,500 平方米 HIP 中心将采用 Quintus 的 QIH 173L M URC 热等静压机。
瑞典 Quintus Technologies 公司专门研究 HIP 技术,主要用于金属板制造,也用于金属
AM 后处理。后处理设备的适用行业包括航空、核能和医疗,这些行业对金属的质量要求特别高。该公司的 HIP
解决方案已用于改进钛植入物和汽车零部件等部件,并与 SLM Solutions等 AM 领导者进行了合作。
有关增材制造后处理的更多信息,请参阅VoxelMatters 的《AM Post-Processing Focus 2024》电子书:https://www.voxelmatters.com/wp-content/uploads/2024/06/VoxelMatters-VMFocus2024-eBook-Post-Processing.pdf
(责任编辑:admin) |