ë��SLM����3D��ӡ��Nature�ӿ���ʾ��ëϸ�������Ŀ�϶������
ʱ��:2019-07-24 22:12 ��Դ:3D��ѧ�� ����:�й�3D��ӡ�� ���:��
SLMѡ�������ĩ���ۻ������LPBF����һ��3D��ӡ���������Դ�ӡ���и��Ӽ�����״�Ľ�������������ܴ�ͳ���켼����������ơ�Ȼ����ͨ��LPBF 3D��ӡ�IJ���ͨ���ȳ��淽��������㲿�����и���Ŀ�϶���⼸����SLM������Ϊ��ڸ������Ҫԭ�� ���գ���������ʵ���ҿ�ѧ���ǵ����ģ�����������������ɸ����ݶ�����ĸ���ëϸ�������Կ˷���������������������Ӷ���LPBF�����п��������۳��еĿ�϶��ͨ������3D��ӡ��������ʵ����ëϸ�������Ŀ�϶�������ƣ������϶��3D��ӡ���������
SLM����3D��ӡ
Nature Communications 2019��7��12�շ����˰�������ʵ���ҵĽ��������ͨ�����ԭλ���ٸ߷ֱ���ͬ��������X���߳���ʵ��Ͷ���������ģ����ѧ���ǽ�ʾ��LPBF�����п�϶�˶�������ѧ���ơ���ѧ�ҷ��֣��ɼ�������������еĸ����ݶ�����ĸ���ëϸ�ܿ�����LPBF�����п��������۳��еĿ�϶�� ��LPBF�����н�ʾ�۳��п�϶�ݻ��������Ķ���ѧ���ƿ��Ի�þ��зdz��ͻ����϶�ʵ�3D��ӡ�㲿����Ȼ�������ڿ�С�ߴ���ٶ��Լ������IJ������ʣ���ԭλ��ʵʱ̽����Щ���˶��Ƿdz�������ս�Եġ�֮ǰ����ѧ���dz���ʹ��X���߳��������ӻ���϶�˶���ȡ����һ���̶ȵijɹ������ǣ�ʵ���ҵ�ͬ����������ʩ���ṩ�ķֱ��ʲ����Բ�����Щ�Ͽ���˶��� ��������ʵ���ҵĿ�ѧ��ͨ��ʹ�ø߷ֱ��ʣ�100 psʱ��ֱ��ʺ�~2��m�ռ�ֱ��ʣ���ͬ���������ӲX���߳���������ʾ��LPBF�������۳����߶ȶ�̬�ĸ����˶���ͨ�������Ķ���������ģ����ѧ�ҷ��ֿ�϶�˶���Ϊ���¶��ݶ��������ëϸ����������������ġ�����ëϸ����Ҫ�����������д����¶��ݶȣ����²�ͬ����ı���������ͬ���Ӷ�������������
LPBF�ӹ������п�϶����ѧ��ԭλ����-ԭλ����X���߳���ʵ���ʾ��ͼ b���������壨300��m��200��m��200��m������X��������ϲ�ɨ�������ؽ�����ʾ���������AlSi10Mg�ڿ�϶�Ĵ�С�ͷֲ��� c������X����ͼ���ʾ�����Լ���ĩ�������·����۳غͰ������������Ϊ360 W��ɨ���ٶ�Ϊ1 m s -1��������ֱ����D 4���ң�100�ס��۳غͰ������ı߽��ð�ɫ���߱�ʾ�������λ���ú�ɫ��ͷ��ʾ�� c�еı�����Ϊ50��m
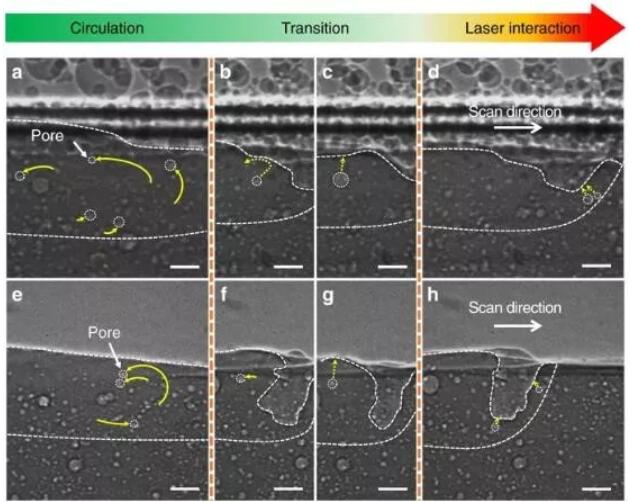
�۳��ڵĶ�̬��϶�˶� a �C d X����ͼ����ʾLPBF�ӹ������еĿ�϶��̬������ĩ��ĺ��Ϊ100��m�� e �C h X����ͼ����ʾ����弤���ۻ������еĿ�϶����ѧ������ͷ��ʾë��δ���켣����ʵ��ͷ��ʾë�켣����ʷ�� ë����ѭ����a��e������ѭԲ��ͼ�� ��������������еĿ��������������۳����ݳ���d��h�� �ڹ�����b��c��f��g�����ױ��ֳ���������ƶ���Ϊ����ʱ���۳ر����ƶ������ݣ�c��g������ʱ���۳أ�b��f����ѭ������������ֱ����d 4 �ң�Ϊ100��m�������Ϊ360 W���Լ�ɨ���ٶ�Ϊ1 m s -1�����б����߾�Ϊ50��m)
SLMѡ�������ĩ���ۻ������LPBF����һ��3D��ӡ���������Դ�ӡ���и��Ӽ�����״�Ľ�������������ܴ�ͳ���켼����������ơ�Ȼ����ͨ��LPBF 3D��ӡ�IJ���ͨ���ȳ��淽��������㲿�����и���Ŀ�϶���⼸����SLM������Ϊ��ڸ������Ҫԭ�� (���α༭��admin) |