如何打磨3D打印零件获得光滑表面?
时间:2022-06-06 10:03 来源:南极熊 作者:admin 点击:次
| 导读:所有的制造过程都有一定的局限性,因为即使是机器也无法生产出特别光滑的形状。3D打印由于自身的制造原理,由于层厚的存在,刚打印出的部件不会十分光滑,因此总是需要一些后处理。打磨是3D打印中最常见的后处理技术,也是最消耗劳动力的环节。那么如何对打印后的零件进行打磨呢?南极熊整理了关于打磨零件的相关信息,我们一起看下去吧! 打磨零件总是耗时耗力,这也是最令人“劝退”的步骤。但是,有一些技术可以帮助人们更快、更专业的打磨。今天主要以打磨PLA为例,南极熊将介绍打磨零件时的注意事项以及操作方法,从而获得光滑的零件表面。 打印光滑的零件 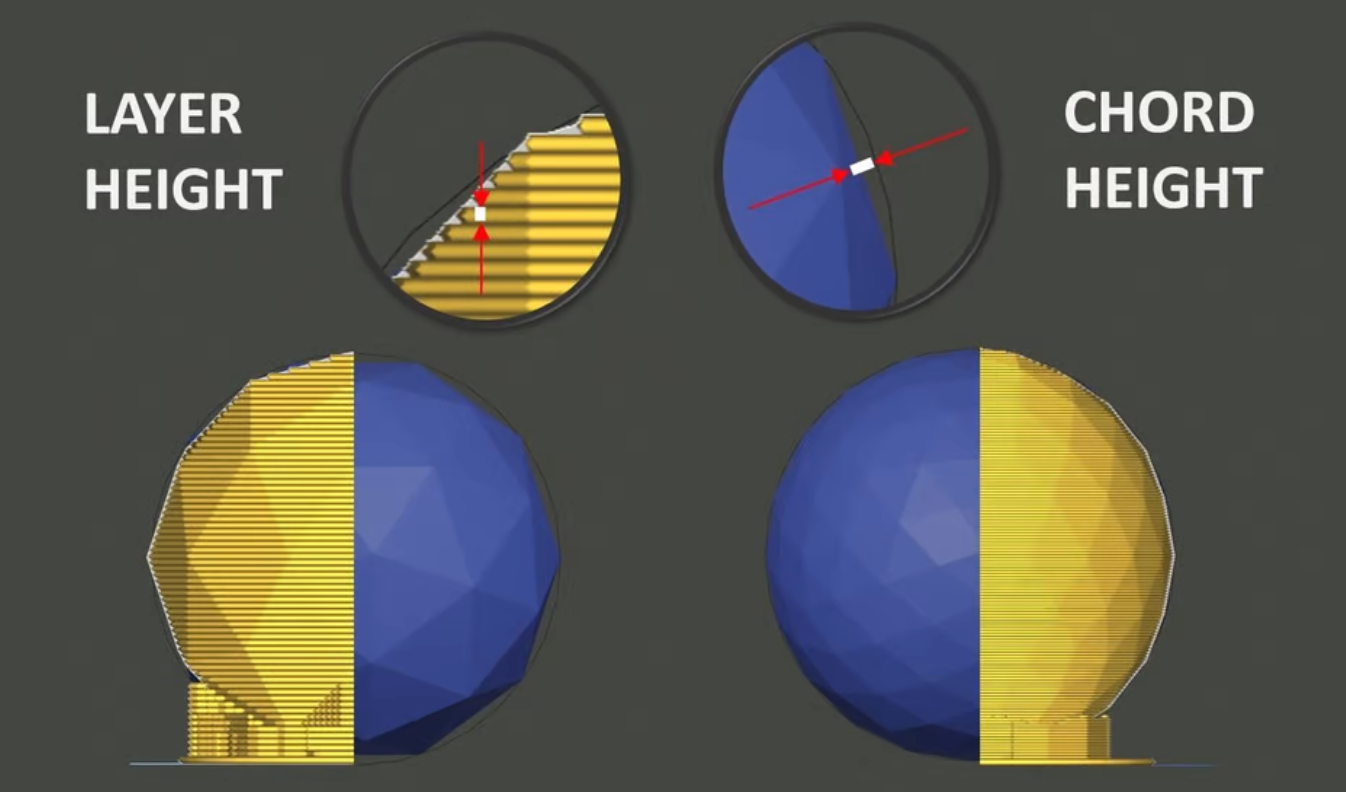 △打印光滑零件以节省打磨时间 为了避免后续大量的打磨工作,最有效的办法就是在打印零件时就提高零件的精度,比如打印容易打磨的零件,减小层厚。可以在切片机进行设置,分层的层厚越小,精度越高,打磨量越少。 ●与大多数塑料一样,PLA具有吸水性,这意味着它会吸收空气中的水分。通过打印机喷嘴的PLA会留下粗糙表面。刚开封进行使用的新的线材大多是真空包装的并带有干燥剂,所以使用新线材能够规避吸水性的影响。但是,使用超过几周的线才应存放在干燥的地方或在打印前干燥,最大程度避免吸水性的影响。 ●从设计软件导出3D模型的方式也会对最终打印件的表面质量产生影响。弦高是 STL 文件与源模型的最大允许偏差。弦高越低,意味着模型将具有较高的多边形数,从而减少曲面上看到的多面角。导出stl文件时,保持弦高远低于打印层高度会提高表面质量。如果您从Thingiverse等共享网站下载了 STL 文件,您将无法更改弦高。通常,但存储库上的 STL 文件往往具有不错的分辨率,因此您无需担心这一点。 ●获得平滑的 STL 文件后,可以更改切片器的设置,有很多设置可以帮助减少所需的打磨量。此处列举了几个设置,可供参考: 1.打印方向在表面质量中起着重要作用。悬垂区域需要支撑,从而形成非常粗糙的表面。如果可能,选择合适的打印方向,减少明显的支撑痕迹。 2.在合理范围内,层高可以设置为小值。非常低的层高会增加大量打印时间,但会产生更平滑的光洁度。具有垂直墙壁和平顶的形状比有角度的墙壁或圆顶顶部更能更平滑。 3.壁厚对于打磨非常重要。在打印前可以设置一点额外的壁厚,以防后期打磨得太深。否则,可能会产生孔洞等缺陷。当后期打磨时,薄壁会偏斜,在填充物中留下印记图案。另外,打印时需要牢牢固定住零件,以防易碎部件的折断。 4.打印速度的合理设置,速度过快可能会导致打印机振动,产生粗糙的避免。因此,请减慢机器的打印速度以减少振动。 5.独特的切片软件功能还有助于实现更平滑的3D打印。Ultimaker Cura和PrusaSlicer提供了一种称为“熨烫”的功能,可以平滑打印的顶层。  △平滑顶层功能(来源:Jackson O'Connell via All3DP) 为什么打磨?  △打磨后的模型(来源:Steffenator7 via Thingiverse) 打磨过程确实是一个耗时耗精力的过程,那么究竟为什么需要打磨呢?有以下几个原因: ●安全和舒适:去除锋利的边缘和粗糙的表面提高安全性能是有必要的。PLA不是很锋利,但在服装或假肢等可穿戴应用中可能引起人的不适。在打磨时,可以先用粗砂纸或锉刀去除尖锐的东西。可以更容易地在后续步骤中进行强力打磨,而不会撕裂砂纸。 ●精密配合:如果您要组装机械零件,精度很重要。轴和孔需要基于其功能的精确间隙进行间隙、过盈或过渡的配合,但根据打印机的精度,这些配合尺寸需要进行一些调整。在打磨之前和打磨过程中,测试配合部件并标记要去除的区域,并注意不要打磨得过深。 ●美学:打印品的外观很重要,特别是对于电影道具或营销演示等功能性作品。 (责任编辑:admin) |
- 上一篇:金属3D打印(DED)高温合金功能梯度材料中的缺陷形成预防及减少
- 下一篇:没有了